
I.Advantages of powder metallurgy products
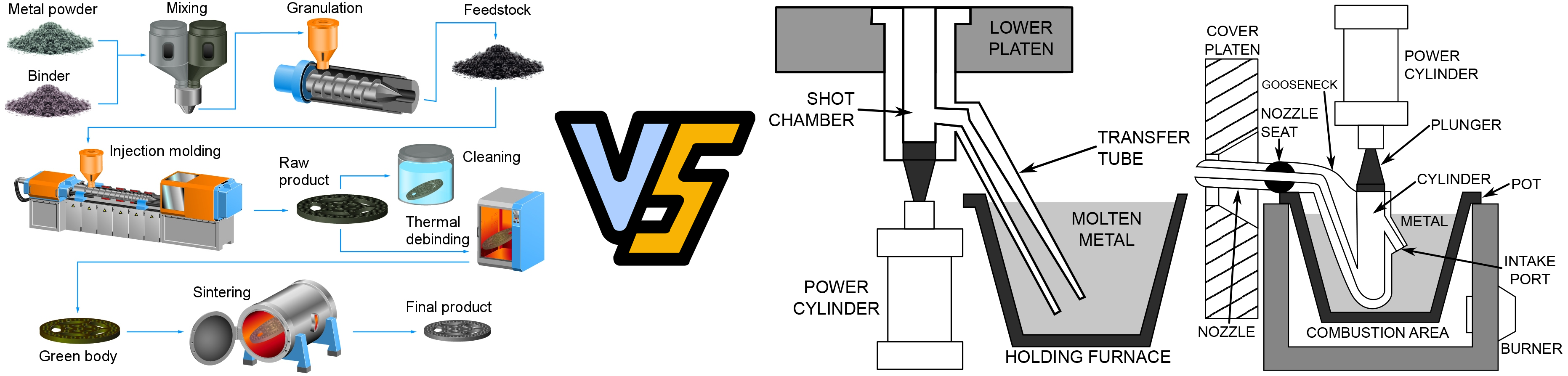
When comparing powder metallurgy products with casting, it is important to look at the following factors: quality, significant impact, mechanical properties, cost, application. Both powder metallurgy products and die casting require filling a mold that forms the desired shape. The molded part is then released-a process that affects the design of the part and the tool. That's where the similarities end. In die casting, molten metal is poured into a mold, where it solidifies. After demolding, it is usually subjected to multiple machining and heat treatments. In contrast, the powder metal process involves the use of cold powder. (Some variations do involve heating the powder, but not to the melting point.) When the mold is filled, the upper tool descends to compact the powder. The mold then opens and the part is ejected. Many powder metal parts then undergo sintering to fuse the mixture into a hardened part.

II.Where powder metallurgy products and die casting separate
Despite the similarities between these processes, many of the advantages and disadvantages of powder metallurgy products are very different from those of casting.

III. Quality In die casting, turbulent liquid fills the cavity.
Sometimes this can trap air, causing underfill (your material doesn't fill the mold). Oxide scale can fall into the liquid causing internal defects, flow lines and porosity are common. To verify integrity after casting and detect defective parts, sometimes you need: leak testing, x-rays, other inspections.

One of the advantages of powder metallurgy is consistency. Each cycle deposits a uniform weight of powder into the mold and compacts to the same density. If the powder metal manufacturer follows good housekeeping practices and avoids powder contamination, internal defects are extremely unlikely.
The second advantage is control over microstructure. In die casting, this is determined by the cooling rate, which depends on factors such as surface area and volume. Powder metallurgy allows for better control of porosity and consistency and the ability to form finer microstructures. Why is this important to designers? This makes it particularly good at producing hard, tough parts - think high-speed steel tools.
IV.major impact
Die casting is often used for non-ferrous materials such as: aluminum, magnesium, zinc
This is mainly because these metals have low melting points.
Powder metallurgy products offer greater flexibility in material use and alloy selection. In particular, while there are "standard" powder metal materials, mixed powders are also possible. This allows for the creation of specific properties - such as high magnetic properties for motor components - and high melting point metal powders. Powder metals are usually composed of one of the following materials: stainless steel, iron, nickel, titanium, copper, silicon, phosphorus.

- Mechanical properties
Compared to some other processes, die casting offers great forming capabilities. However, you can take advantage of almost the same design possibilities as with powder metallurgy products, but with better mechanical properties.
The materials used for die casting are not magnetic. Unless they are set within another component made of another metal, there is no magnetic applicability there. However, powder metal has a wide range of magnetic materials available. Another problem with die castings is that they are brittle and easily broken. It doesn't help that the main materials of die cast components - zinc and aluminum - are relatively soft metals. Powder metal parts, usually made of some form of steel, can withstand more abuse. Using stronger materials can achieve the same shape with less material, which can save space and weight in motor designs.
- Cost
Component design is the primary driver of cost, although designs can be customized to suit the molding process. However, there are differences between die casting and powder metallurgy products that have significant cost implications.
Material use/yield. Powder metallurgy products have lower scrap rates, which is a huge advantage when working with high-value materials such as copper and stainless steel
Secondary processing. Die cast parts almost always require trimming to remove flash, plus some machining operations and possibly heat treatment. Most powder metal parts require little secondary processing.
Energy consumption. Melting metal is energy intensive, even more so for materials with higher melting points. While sintering is also energy intensive, the total consumption of sintering is likely to be less compared to casting.
VI. Applications
Many of us played with Matchbox cars when we were growing up. This is an example of die casting. The metal shell of the car is a complex shape that is well suited to this process. (Sadly, Matchbox cars are now plastic.) Other more important uses of die casting over the years include: logos on cars, train wheel die casting, rods in two-stroke engines.
VII. Consider Both Processes

Both Powder Metallurgy and die casting are near-net-shape processes. (Although we consider Powder Metallurgy to produce true net-shape parts.) However, in many cases, Powder Metallurgy offers distinct advantages over casting. The advantages of the Powder Metallurgy process are particularly evident when dealing with high-value and high-melting-point materials. Keep in mind that this metalworking process offers greater flexibility in material usage—therefore expanding your design possibilities for automotive parts and several other applications.
Share:
What Are the Precautions for Using Stainless Steel Powder Metallurgy?
About XY Technology Injection Molding