
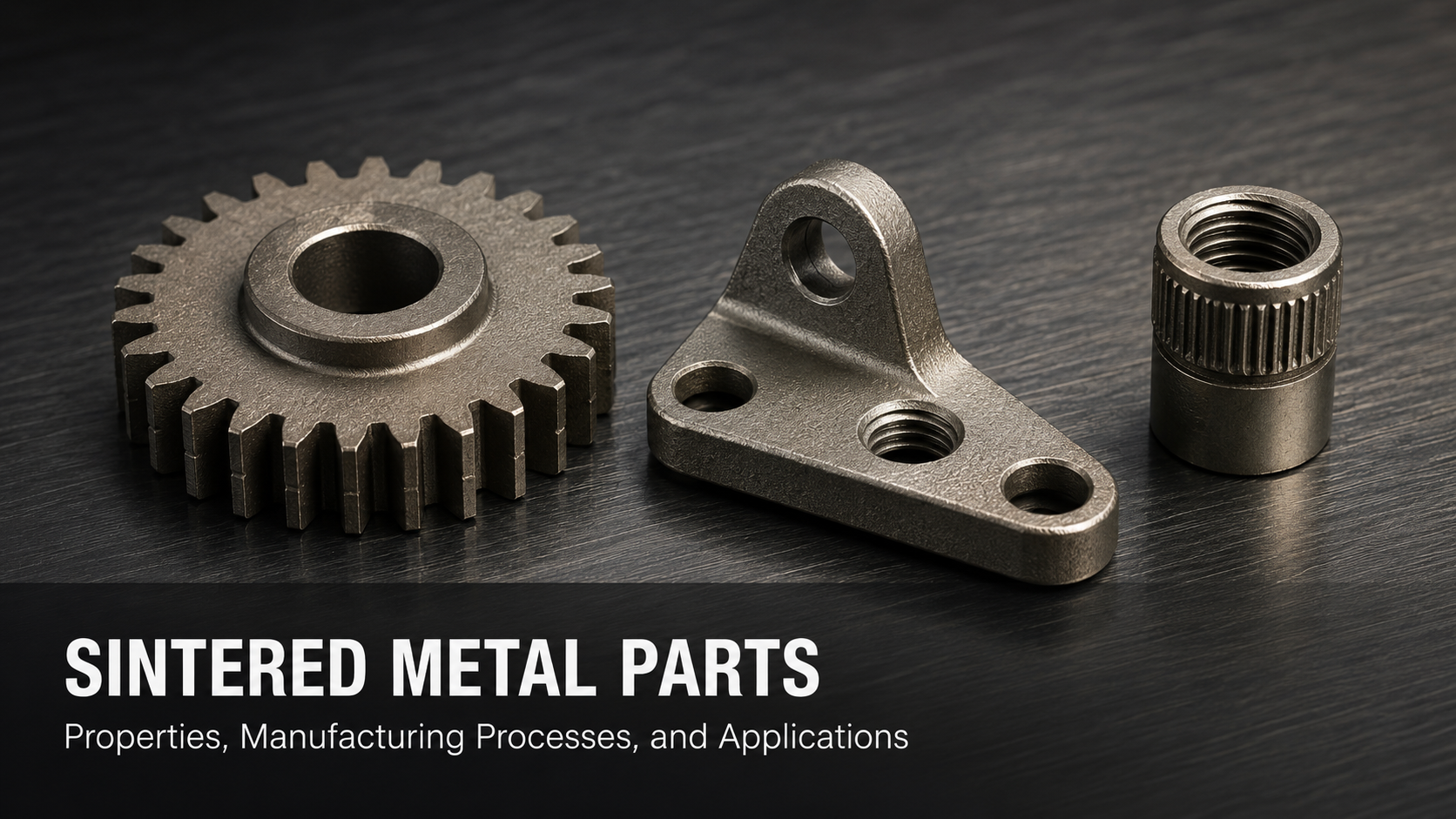
Guía práctica para piezas MIM, CIM y de metalurgia de polvos
La sinterización es un proceso de fabricación a alta temperatura que une partículas de polvo sin fundir completamente el material. Se utiliza ampliamente en el moldeo por inyección de metal, el moldeo por inyección de cerámica y la metalurgia de polvos para transformar una pieza frágil a base de polvo en un componente fuerte, denso y funcional.
En términos sencillos, la sinterización confiere a una pieza conformada con polvo su resistencia final, densidad, estabilidad dimensional y rendimiento del material.
Antes de la sinterización, una pieza de polvo compactada o moldeada ya puede tener la forma requerida. Sin embargo, sigue siendo porosa, débil y no está lista para su uso real. Durante la sinterización, la pieza se calienta en un entorno de horno controlado. Las partículas de polvo se unen, los poros se encogen, la densidad aumenta y la pieza se vuelve mucho más fuerte.
Para piezas personalizadas de MIM, CIM y metalurgia de polvos, la sinterización es uno de los pasos de producción más importantes. Afecta directamente el tamaño final, la contracción, la resistencia mecánica, la dureza, la porosidad, la condición de la superficie y la consistencia del lote.
Esta guía explica qué es la sinterización, cómo funciona el proceso de sinterización, por qué es importante en la producción de MIM y CIM, y qué deben considerar los ingenieros al diseñar piezas sinterizadas personalizadas.
¿Qué es la sinterización?
La sinterización es el proceso de calentar material en polvo a una temperatura por debajo de su punto de fusión para que las partículas de polvo se unan.
El material no suele convertirse en un fundido completamente líquido. En cambio, los átomos se mueven a través de los puntos de contacto entre las partículas de polvo. Estos puntos de contacto se fortalecen, los poros se hacen más pequeños y la pieza se vuelve más densa.
La sinterización se utiliza comúnmente para:
-
Piezas moldeadas por inyección de metal
-
Piezas moldeadas por inyección de cerámica
-
Piezas de metalurgia de polvos
-
Filtros metálicos sinterizados
-
Piezas de tungsteno y molibdeno
-
Herramientas de carburo y piezas de desgaste
-
Componentes cerámicos avanzados
-
Componentes de metal poroso
El proceso es especialmente útil para materiales difíciles o caros de fundir, forjar o mecanizar a partir de barras sólidas. También permite a los fabricantes producir piezas pequeñas y complejas con buena repetibilidad.
Cómo funciona el proceso de sinterización
El proceso de sinterización puede parecer simple desde fuera. Una pieza entra en un horno, pasa por un ciclo de calentamiento y sale más fuerte. Pero dentro de la pieza, varios cambios importantes ocurren a nivel de partícula.
Unión de partículas
Al comienzo de la sinterización, las partículas de polvo se tocan en muchos puntos de contacto pequeños. A medida que aumenta la temperatura, los átomos comienzan a moverse a través de estas áreas de contacto. Esto crea enlaces más fuertes entre las partículas.
Formación de cuellos
A medida que continúa la unión, se forman pequeños "cuellos" entre partículas vecinas. Estos cuellos crecen durante el ciclo de sinterización y ayudan a que la pieza gane resistencia.
Esta es una de las diferencias clave entre un compactado de polvo suelto y una pieza sinterizada. Las partículas ya no solo están prensadas, sino que están conectadas por enlaces sólidos.
Densificación
Durante la sinterización, los poros dentro de la pieza se hacen más pequeños. En muchas aplicaciones, una mayor densidad significa una mayor resistencia, dureza, resistencia a la corrosión y rendimiento a la fatiga.
Sin embargo, no todas las piezas sinterizadas necesitan ser completamente densas. Algunos componentes se fabrican intencionadamente con porosidad controlada, como filtros, cojinetes o piezas de control de fluidos.
Contracción
Las piezas sinterizadas suelen encogerse durante el proceso. Esto es normal y esperado. En MIM y CIM, la contracción es especialmente importante porque la pieza verde moldeada es intencionadamente más grande que la pieza final.
Las herramientas, la materia prima, el desaglomerado, el perfil del horno y el método de soporte afectan la contracción final. Un buen control de la sinterización es necesario para lograr dimensiones estables.
Crecimiento de grano
Si la temperatura es demasiado alta o el tiempo de mantenimiento es demasiado largo, el crecimiento del grano puede volverse excesivo. Esto puede afectar la resistencia, la tenacidad y la estabilidad dimensional. Para piezas de alto rendimiento, el ciclo de sinterización debe controlarse cuidadosamente.

Sinterización vs. Fusión
La sinterización es diferente de la fusión.
En la fusión, el material se calienta hasta que se vuelve líquido. En la sinterización, el material se calienta por debajo de su punto de fusión, de modo que las partículas de polvo se unen mientras la pieza generalmente mantiene su forma general.
Esta diferencia es importante para materiales con altos puntos de fusión, como tungsteno, molibdeno, carburo de tungsteno, alúmina, zirconia y otras cerámicas avanzadas. En lugar de fundir completamente estos materiales, los fabricantes pueden utilizar la conformación y sinterización basadas en polvo para producir piezas densas y de alto rendimiento.
Para las piezas MIM y CIM, la sinterización también permite producir formas complejas a partir de finos polvos metálicos o cerámicos. La pieza moldeada es sobredimensionada antes de la sinterización, y se encoge hasta las dimensiones finales durante el ciclo del horno.

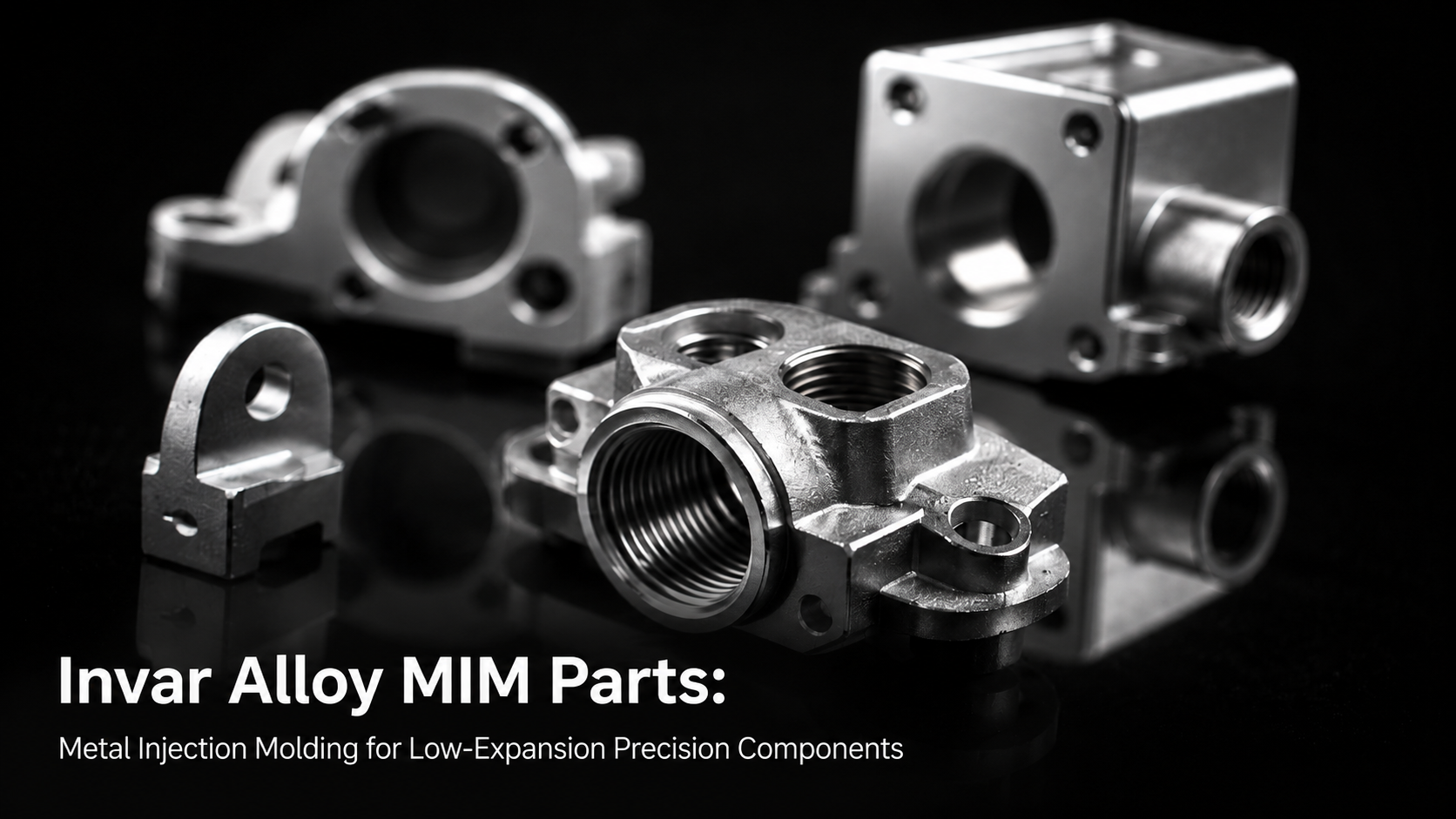
Por qué la sinterización es crítica en el moldeo por inyección de metal
En el moldeo por inyección de metal, la sinterización es el paso que convierte una pieza desaglomerada en un componente metálico final.
El proceso MIM suele incluir cuatro pasos principales:
-
Preparación de la materia prima
-
Moldeo por inyección
-
Desaglomerado
-
Sinterización
Después del moldeo por inyección, la pieza verde contiene polvo metálico y aglutinante. Después del desaglomerado, la mayor parte del aglutinante se elimina, pero la pieza "marrón" sigue siendo frágil y porosa.
Durante la sinterización, la pieza "marrón" se calienta en una atmósfera controlada. Las partículas de metal se unen por difusión, los poros se reducen, la densidad aumenta y la pieza se encoge a su tamaño final.
Esta contracción es esperada y debe considerarse durante el diseño de la herramienta. Un molde MIM no crea directamente la dimensión final del metal. Crea una pieza verde sobredimensionada que debe encogerse de forma predecible durante el desaglomerado y la sinterización.
Por esta razón, el control de la sinterización está estrechamente relacionado con la precisión dimensional, la densidad, la resistencia, la dureza, la calidad de la superficie y la estabilidad de la producción.

Para piezas MIM personalizadas, la sinterización no es solo un proceso de horno. Es parte del control de ingeniería completo, desde la selección del material y el diseño de herramientas hasta el desaglomerado, el soporte, la inspección y la aprobación final de calidad.
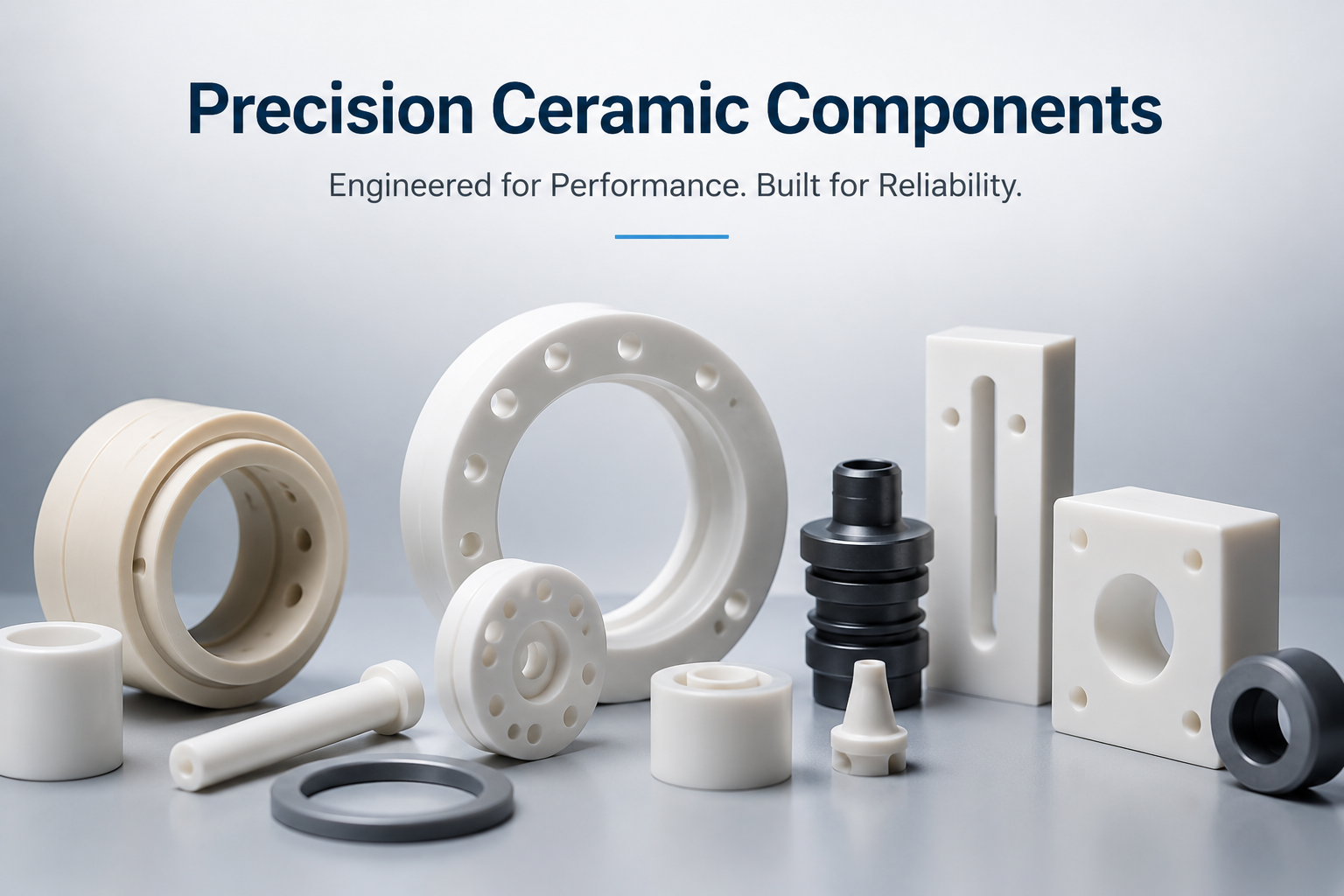
Sinterización en moldeo por inyección de cerámica
La sinterización también es crítica en el moldeo por inyección de cerámica.
En CIM, el polvo cerámico se mezcla con aglutinante y se moldea en formas complejas. Después del desaglomerado, la pieza cerámica "marrón" se sinteriza a alta temperatura. Las partículas cerámicas se unen, la porosidad disminuye y la pieza se vuelve dura, densa y resistente al desgaste.
Los materiales CIM comunes incluyen alúmina, zirconia, nitruro de silicio y otras cerámicas técnicas. Estos materiales se utilizan a menudo cuando la pieza necesita alta dureza, aislamiento eléctrico, resistencia a la corrosión, resistencia al desgaste o estabilidad a altas temperaturas.
La sinterización CIM requiere un control cuidadoso porque las piezas cerámicas pueden ser sensibles a la contracción, el agrietamiento y la deformación. El calentamiento uniforme, el soporte adecuado y la calidad estable del polvo son importantes para la precisión final de la pieza.
Tipos comunes de sinterización
Existen varios tipos de sinterización. El método correcto depende del material, el requisito de densidad, el diseño de la pieza, el objetivo de costo y la aplicación final.
Sinterización en fase sólida
La sinterización en fase sólida ocurre por debajo del punto de fusión del material principal. No se forma una fase líquida importante. La unión de partículas y la densificación ocurren principalmente a través de la difusión.
Este método es ampliamente utilizado para muchos metales y cerámicas.
Sinterización en fase líquida
En la sinterización en fase líquida, se forma una pequeña cantidad de fase líquida durante el proceso. Este líquido ayuda a las partículas a reordenarse y mejora la densificación.
Este método es común en carburo cementado, aleaciones pesadas de tungsteno y algunos materiales especiales de metalurgia de polvos.
Sinterización sin presión
La sinterización sin presión se realiza en un horno sin aplicar presión mecánica externa. Se utiliza ampliamente porque es adecuada para la producción por lotes y para muchas formas de piezas diferentes.
Prensado isostático en caliente
El prensado isostático en caliente, o HIP, utiliza altas temperaturas y altas presiones para reducir la porosidad interna y mejorar la densidad. A menudo se utiliza para piezas de alto rendimiento que requieren una mayor resistencia a la fatiga, resistencia a la presión o fiabilidad estructural.
El HIP suele ser más caro que la sinterización estándar en horno, por lo que se selecciona en función de los requisitos de rendimiento.
Sinterización por plasma de chispa
La sinterización por plasma de chispa, o SPS, utiliza corriente eléctrica y presión para calentar y densificar rápidamente los materiales en polvo. Se utiliza a menudo para investigación, materiales avanzados y aplicaciones especiales.
No es el método más común para la producción estándar de MIM, pero es importante en el procesamiento avanzado de polvos.

Materiales comunes utilizados para piezas sinterizadas
Muchos metales y cerámicas pueden procesarse mediante sinterización. La selección del material depende de la resistencia, la resistencia a la corrosión, la dureza, el rendimiento magnético, la resistencia al desgaste, la resistencia a la temperatura y el costo.
Acero inoxidable
El acero inoxidable es uno de los materiales más comunes para piezas MIM. Los grados comunes incluyen 316L, 17-4PH, 304, 420 y 440C. Las piezas MIM de acero inoxidable se utilizan en dispositivos médicos, herramientas, cerraduras, productos electrónicos de consumo, piezas industriales y conjuntos mecánicos de precisión.
Acero de baja aleación
Los aceros de baja aleación se utilizan cuando la resistencia, la resistencia al desgaste y el control de costos son importantes. Pueden someterse a tratamiento térmico después de la sinterización para mejorar la dureza y el rendimiento mecánico.
Tungsteno y aleaciones pesadas
El tungsteno y las aleaciones pesadas de tungsteno son difíciles de procesar mediante métodos de fusión convencionales debido a su alto punto de fusión. La metalurgia de polvos y la sinterización se utilizan comúnmente para estos materiales.
Se utilizan en contrapesos, blindaje contra la radiación, piezas de amortiguación de vibraciones y componentes de alta densidad.
Titanio
Las piezas de titanio sinterizado se utilizan cuando son importantes el bajo peso, la resistencia y la resistencia a la corrosión. El titanio requiere un control cuidadoso de la atmósfera durante la sinterización porque es sensible al oxígeno y a la contaminación.
Cerámicas avanzadas
La alúmina, la zirconia, el nitruro de silicio y otras cerámicas se sinterizan a menudo para lograr una alta dureza, resistencia al desgaste, aislamiento eléctrico y estabilidad química.
Las piezas cerámicas sinterizadas se utilizan en aplicaciones médicas, electrónicas, ópticas, de control de fluidos e industriales.

Defectos comunes de sinterización
Los defectos de sinterización pueden afectar la resistencia, el aspecto, las dimensiones y la fiabilidad de la pieza. Comprender estos defectos ayuda a los ingenieros a mejorar el diseño y la estabilidad de la producción.
Alabeo
El alabeo ocurre cuando la pieza se deforma durante la sinterización. Puede ser causado por una contracción desigual, un soporte deficiente, un espesor de pared no uniforme, la gravedad o un perfil de horno inadecuado.
Las paredes delgadas, las secciones largas sin soporte y las formas asimétricas son más propensas a alabearse.
Agrietamiento
El agrietamiento puede ocurrir durante el desaglomerado, el calentamiento, el enfriamiento o la sinterización. Las causas pueden incluir aglutinante atrapado, calentamiento rápido, tensiones internas, transiciones bruscas o una mala distribución del material.
Un buen diseño y control del desaglomerado son importantes para reducir el riesgo de agrietamiento.
Porosidad
Cierta porosidad es normal en muchas piezas sinterizadas. Sin embargo, la porosidad excesiva puede reducir la resistencia, la dureza, la resistencia a la corrosión y la estanqueidad a la presión.
Los requisitos de densidad deben discutirse con antelación, especialmente para aplicaciones estructurales o de sellado.
Ampollas
Pueden aparecer ampollas cuando el gas queda atrapado dentro de la pieza y no puede escapar correctamente. Esto puede estar relacionado con la eliminación del aglutinante, la velocidad de calentamiento, la calidad de la materia prima o la geometría de la pieza.
Oxidación
La oxidación puede ocurrir cuando la atmósfera del horno no es adecuada para el material. Para el acero inoxidable, el titanio y otros materiales sensibles, el control de la atmósfera es muy importante.

Consideraciones de diseño para piezas sinterizadas
Las piezas sinterizadas son diferentes de las piezas mecanizadas por CNC, las piezas fundidas y las piezas forjadas. El diseño debe considerar la contracción, el soporte, el grosor de la pared, el flujo de polvo y el post-procesamiento.
Espesor de pared uniforme
El grosor de pared uniforme ayuda a reducir la contracción y el alabeo desiguales. Grandes cambios en el grosor de la pared pueden crear tensiones y diferencias de densidad durante la sinterización.
Evitar esquinas afiladas
Las esquinas internas afiladas pueden aumentar la concentración de tensiones y el riesgo de agrietamiento. Añadir radios adecuados puede mejorar la resistencia y la capacidad de fabricación.
Considere la contracción con antelación
Para piezas MIM y CIM, la contracción debe considerarse desde la etapa de herramientas. La cavidad del molde es más grande que la pieza final. La tasa de contracción depende del material, la materia prima, la geometría de la pieza y las condiciones de sinterización.
Soporte durante la sinterización
Algunas piezas necesitan apoyos cerámicos, soportes o accesorios especiales durante la sinterización. Esto es especialmente importante para piezas delgadas, largas o asimétricas.
¿Cuándo debe elegir piezas sinterizadas?
La sinterización es adecuada cuando el diseño de la pieza, el material y la cantidad coinciden con las ventajas del proceso.
Podría considerar piezas sinterizadas cuando:
-
La pieza es pequeña o de tamaño mediano
-
La geometría es compleja
-
El material es difícil de mecanizar
-
Se necesita una producción de gran volumen
-
Es importante una buena utilización del material
-
La pieza requiere alta dureza o resistencia al desgaste
-
La pieza tiene detalles finos que son difíciles de fabricar mediante mecanizado
-
El proyecto necesita una repetibilidad estable después de la aprobación de las herramientas
Para piezas simples de bajo volumen, el mecanizado CNC aún puede ser más rápido y económico. Para piezas metálicas o cerámicas complejas de gran volumen, MIM o CIM pueden ser una opción sólida.
Fabricación de piezas sinterizadas a medida
MIM Supplier ofrece soporte de fabricación a medida para piezas MIM, piezas CIM y componentes de metalurgia de polvos. Ayudamos a los clientes a revisar planos, opciones de materiales, tolerancias, riesgos de contracción, requisitos de tratamiento de superficie y métodos de inspección.
Para piezas sinterizadas personalizadas, la revisión técnica temprana es importante. Un pequeño cambio de diseño puede reducir el riesgo de herramientas, mejorar la estabilidad de la sinterización o reducir el costo de producción.
Podemos ofrecer soporte para piezas utilizadas en:
-
Dispositivos médicos
-
Electrónica de consumo
-
Componentes de automoción
-
Equipos industriales
-
Instrumentos ópticos y de precisión
-
Piezas de control de fluidos
-
Componentes de cerraduras y herrajes
-
Piezas resistentes al desgaste
-
Pequeños componentes metálicos estructurales
-
Componentes cerámicos avanzados
Dependiendo del proyecto, también podemos ofrecer soporte para procesos secundarios como mecanizado CNC, rectificado, tratamiento térmico, pulido, pasivación, revestimiento, recubrimiento e inspección de calidad.
Información necesaria para una cotización de piezas sinterizadas
Para preparar una cotización precisa, proporcione la siguiente información cuando sea posible:
-
Plano 2D con tolerancias
-
Modelo 3D en formato STEP, STP, IGS, X_T o similar
-
Grado del material
-
Cantidad para prototipo y producción
-
Requisito de tratamiento de superficie
-
Requisito de tratamiento térmico
-
Dimensiones críticas
-
Requisitos de inspección
-
Aplicación o entorno de trabajo
-
Requisitos especiales como dureza, densidad, resistencia a la corrosión o estanqueidad a la presión
Si no está seguro de si MIM, CIM, metalurgia de polvos o mecanizado CNC es mejor para su pieza, nuestro equipo de ingeniería puede revisar el dibujo y sugerir un método de fabricación adecuado.
Preguntas frecuentes
¿Qué es la sinterización en términos sencillos?
La sinterización es un proceso que calienta material en polvo por debajo de su punto de fusión para que las partículas se unan. Hace que la pieza sea más fuerte, densa y estable.
¿Es la sinterización lo mismo que la fusión?
No. La fusión convierte el material en líquido. La sinterización une las partículas de polvo sin fundir completamente el material principal. Esto ayuda a que la pieza mantenga su forma durante el proceso en el horno.
¿Por qué las piezas MIM se encogen durante la sinterización?
Las piezas MIM se encogen porque los poros se reducen y las partículas de metal se acercan durante la sinterización. Esta contracción es esperada y debe calcularse durante el diseño del molde.
¿Qué materiales se pueden sinterizar?
Muchos metales y cerámicas pueden sinterizarse, incluyendo acero inoxidable, acero de baja aleación, aleaciones de tungsteno, titanio, alúmina, zirconia, nitruro de silicio y otros materiales en polvo.
¿Se pueden mecanizar las piezas sinterizadas después de la sinterización?
Sí. Algunas piezas sinterizadas pueden ser mecanizadas, rectificadas, roscadas, pulidas, chapadas, tratadas térmicamente o recubiertas después de la sinterización. Las operaciones secundarias dependen del material, la tolerancia y la aplicación final.
Conclusión
La sinterización es un proceso clave en el moldeo por inyección de metales, el moldeo por inyección de cerámicas y la metalurgia de polvos. Une las partículas de polvo, reduce la porosidad, aumenta la densidad y da a la pieza su resistencia y rendimiento finales.
Para piezas sinterizadas personalizadas, el control de la sinterización afecta la contracción, la precisión dimensional, las propiedades mecánicas, la calidad de la superficie y la consistencia de la producción. Un buen diseño debe considerar la selección del material, el espesor de la pared, la contracción, el método de soporte, la tolerancia y el post-procesamiento desde el principio.
Si necesita piezas personalizadas de MIM, CIM o metalurgia de polvos, envíenos sus dibujos 2D, archivos 3D, requisitos de material, cantidad y detalles de aplicación. Nuestro equipo puede revisar su proyecto y recomendar una solución de fabricación adecuada.









Compartir:
Una guía completa de piezas de metal duro fabricadas con MIM
Piezas personalizadas de cerámica moldeadas por inyección: materiales, proceso y usos