
La forja es un método de procesamiento que utiliza maquinaria de forja para aplicar presión a las palanquillas de metal para hacer que sufran una deformación plástica para obtener piezas forjadas con ciertas propiedades mecánicas, formas y tamaños. Es uno de los componentes de la forja (forja y estampación). La forja puede eliminar defectos como el metal fundido suelto producido durante el proceso de fundición, optimizar la microestructura y, al mismo tiempo, debido a que se conservan las líneas de flujo de metal completas, las propiedades mecánicas de las piezas forjadas son generalmente mejores que las de las fundiciones del mismo material. Las piezas importantes con cargas elevadas y condiciones de trabajo severas en la maquinaria relacionada, a excepción de las formas más simples que pueden ser placas laminadas, perfiles o piezas soldadas, utilizan principalmente piezas forjadas.

01 Temperatura de deformación
La temperatura inicial de recristalización del acero es de aproximadamente 727 ℃, pero generalmente se utilizan 800 ℃ como línea divisoria. El forjado por encima de 800 ℃ se denomina forjado en caliente; el forjado entre 300 y 800 ℃ se denomina forjado en caliente o forjado semicaliente, y el forjado a temperatura ambiente se denomina forjado en frío. Los forjados que se utilizan en la mayoría de las industrias son forjados en caliente, y el forjado en caliente y el forjado en frío se utilizan principalmente para forjar piezas de automóviles, maquinaria general, etc. El forjado en caliente y el forjado en frío pueden ahorrar materiales de manera efectiva.
02 Categorías de forja
Como se mencionó anteriormente, según la temperatura de forjado, se puede dividir en forjado en caliente, forjado en caliente y forjado en frío. Según el mecanismo de formación, el forjado se puede dividir en forjado libre, forjado en matriz, laminado de anillos y forjado especial.
1) La forja libre se refiere a un método de procesamiento que utiliza herramientas generales simples o aplica directamente una fuerza externa a la pieza bruta entre los yunques superior e inferior del equipo de forja para deformarla y obtener la forma geométrica requerida y la calidad interna de la forja. Las piezas forjadas producidas por forja libre se denominan forjas libres. La forja libre se utiliza principalmente para producir piezas forjadas en lotes pequeños. Se utilizan equipos de forja como martillos de forja y prensas hidráulicas para formar las piezas brutas y obtener piezas forjadas calificadas. Los procesos básicos de la forja libre incluyen recalcado, embutido, punzonado, corte, doblado, torsión, desplazamiento y forja. La forja libre adopta métodos de forja en caliente.
2) Forjado en matriz El forjado en matriz se divide en forjado en matriz abierta y forjado en matriz cerrada. La pieza de metal en bruto se comprime y deforma en una matriz de forja con una forma determinada para obtener una pieza forjada. El forjado en matriz se utiliza generalmente para producir piezas con poco peso y grandes lotes. El forjado en matriz se puede dividir en forjado en matriz en caliente, forjado en tibio y forjado en frío. El forjado en tibio y el forjado en frío son la dirección de desarrollo futura del forjado en matriz y también representan el nivel de la tecnología de forjado.
Según el material, la forja en matriz también se puede dividir en forja en matriz de metales ferrosos, forja en matriz de metales no ferrosos y moldeo de productos en polvo. Como sugiere el nombre, los materiales son metales ferrosos como el acero al carbono, metales no ferrosos como el cobre y el aluminio, y materiales de pulvimetalurgia.
La extrusión debe clasificarse como forja en matriz, que puede dividirse en extrusión de metales pesados y extrusión de metales ligeros.
La forja en matriz cerrada y el recalcado cerrado son dos procesos avanzados de forja en matriz. Como no hay rebabas, la tasa de utilización del material es alta. El acabado de piezas forjadas complejas se puede completar en uno o varios procesos. Como no hay rebabas, se reduce el área de fuerza de la forja y también se reduce la carga requerida. Sin embargo, debe tenerse en cuenta que la pieza en bruto no se puede restringir por completo. Para ello, se debe controlar estrictamente el volumen de la pieza en bruto, se debe controlar la posición relativa de la matriz de forja y se debe medir la forja para tratar de reducir el desgaste de la matriz de forja.
3) Laminado de anillos El laminado de anillos se refiere a la producción de piezas de anillos de diferentes diámetros mediante máquinas laminadoras de anillos con equipos especiales. También se utiliza para producir piezas con forma de rueda, como bujes de automóviles y ruedas de tren.
4) Forjado especial El forjado especial incluye el forjado por laminación, el laminado en cuña, el forjado radial, el forjado con matriz líquida y otros métodos de forjado, que son más adecuados para producir piezas de determinadas formas especiales. Por ejemplo, el forjado por laminación se puede utilizar como un proceso de preformado eficaz para reducir en gran medida la presión de conformado posterior; el laminado en cuña puede producir piezas como bolas de acero y ejes de transmisión; el forjado radial puede producir barriles grandes, ejes escalonados y otras piezas forjadas.
5) Matriz de forja Según el modo de movimiento de la matriz de forja, la forja se puede dividir en laminado oscilante, forjado rotatorio oscilante, forjado por laminación, laminado cruzado en cuña, laminado anular y laminado oblicuo. El laminado oscilante, el forjado rotatorio oscilante y el laminado anular también se pueden procesar mediante forjado de precisión. Para mejorar la tasa de utilización de materiales, el forjado por laminación y el laminado cruzado se pueden utilizar como proceso frontal de materiales esbeltos. Al igual que el forjado libre, el forjado rotatorio también se forma parcialmente. Su ventaja es que, en comparación con el tamaño de la forja, también puede lograr la formación bajo una fuerza de forjado menor. En este método de forjado, incluido el forjado libre, el material se expande desde la proximidad de la superficie de la matriz hasta la superficie libre durante el procesamiento, por lo que es difícil garantizar la precisión. Por lo tanto, al controlar la dirección de movimiento de la matriz de forja y el proceso de forjado rotatorio con una computadora, se pueden obtener productos con formas complejas y alta precisión con una fuerza de forjado menor, como piezas forjadas como álabes de turbina con una amplia variedad y gran tamaño.
03 Equipos de forja:
Forma de limitación de la fuerza de forja: prensa hidráulica con accionamiento hidráulico directo de la corredera.
Método de limitación de carrera cuasi-limitadora: prensa hidráulica con accionamiento hidráulico del mecanismo de biela-manivela.
Método de limitación de carrera: prensa mecánica con manivela, biela y mecanismo de cuña que acciona el deslizador.
Método de limitación de energía: prensa espiral y de fricción que utiliza un mecanismo espiral. Para obtener una alta precisión, se debe prestar atención a evitar la sobrecarga en el punto muerto inferior, controlar la velocidad y la posición de la matriz, ya que esto afectará la tolerancia, la precisión de la forma y la vida útil de la matriz de forja. Además, para mantener la precisión, también se debe prestar atención a ajustar la holgura de la guía deslizante, garantizar la rigidez, ajustar el punto muerto inferior y utilizar dispositivos de transmisión auxiliares.
También existen modos de movimiento vertical y horizontal del deslizador (utilizado para forjar piezas delgadas, lubricación y enfriamiento, y producción a alta velocidad de forjado de piezas). El uso de dispositivos de compensación puede aumentar el movimiento en otras direcciones. Los métodos anteriores son diferentes, y la fuerza de forjado requerida, el proceso, la utilización del material, la producción, la tolerancia dimensional y los métodos de lubricación y enfriamiento son diferentes. Estos factores también afectan el nivel de automatización.
04Materiales de forja
Los materiales de forja son principalmente acero al carbono y acero aleado de diversas composiciones, seguidos de aluminio, magnesio, cobre, titanio, etc. y sus aleaciones. El estado original del material es barra, lingote, polvo metálico y metal líquido. La relación entre el área de la sección transversal del metal antes de la deformación y el área de la sección transversal después de la deformación se denomina relación de forja. La selección correcta de la relación de forja, la temperatura de calentamiento y el tiempo de mantenimiento razonables, la temperatura de forja inicial y la temperatura de forja final razonables, la cantidad de deformación y la velocidad de deformación razonables tienen una gran relación con la mejora de la calidad del producto y la reducción de costos. Generalmente, las forjas de tamaño pequeño y mediano utilizan barras redondas o cuadradas como piezas en bruto. La estructura del grano y las propiedades mecánicas de la barra son uniformes y buenas, la forma y el tamaño son precisos y la calidad de la superficie es buena, lo que es conveniente para organizar la producción en masa. Siempre que la temperatura de calentamiento y las condiciones de deformación se controlen razonablemente, se pueden forjar piezas forjadas con un rendimiento excelente sin una gran deformación de forja.
Los lingotes se utilizan únicamente para piezas forjadas de gran tamaño. Los lingotes son estructuras fundidas con grandes cristales columnares y centros sueltos. Por lo tanto, es necesario romper los cristales columnares en granos finos mediante una gran deformación plástica y compactarlos para obtener una estructura metálica y propiedades mecánicas excelentes.
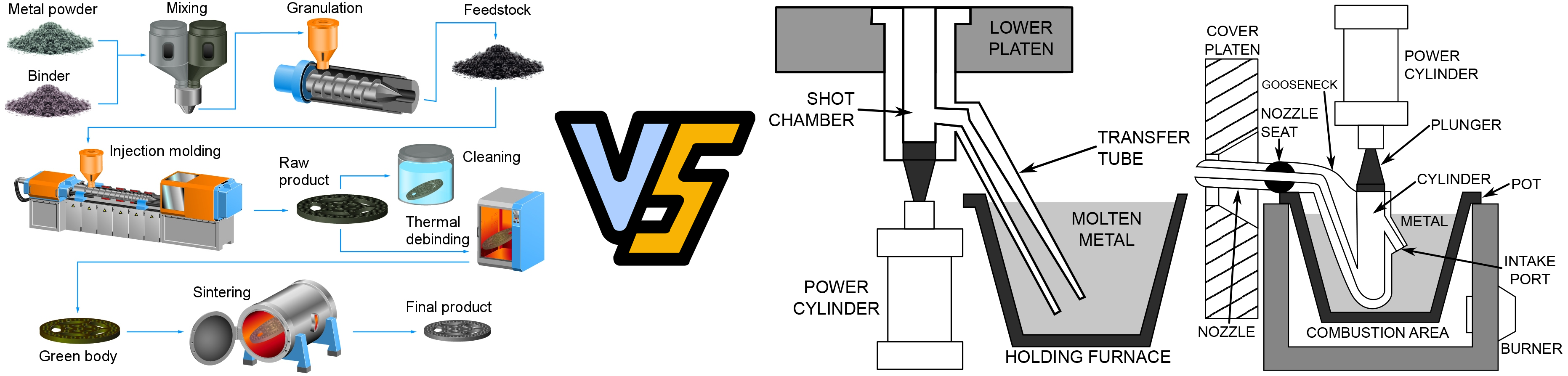
Las preformas de pulvimetalurgia prensadas y sinterizadas se pueden convertir en piezas forjadas en polvo mediante forjado en caliente sin rebaba. El polvo de forja tiene una densidad cercana a la de las piezas forjadas en matriz generales, tiene buenas propiedades mecánicas y una alta precisión, lo que puede reducir el procesamiento de corte posterior. La estructura interna del polvo forjado es uniforme y no hay segregación, lo que se puede utilizar para fabricar engranajes pequeños y otras piezas de trabajo. Sin embargo, el precio del polvo es mucho más alto que el de las barras generales y su aplicación en la producción está sujeta a ciertas restricciones.
Aplicando presión estática al metal líquido vertido en la cavidad de la matriz, de modo que se solidifique, cristalice, fluya, se deforme plásticamente y se forme bajo presión, se pueden obtener piezas forjadas en matriz con la forma y el rendimiento requeridos. La forja en matriz de metal líquido es un método de formación entre la fundición a presión y la forja en matriz, y es particularmente adecuada para piezas complejas de paredes delgadas que son difíciles de formar mediante la forja en matriz general.
Además de los materiales comunes y el aluminio, magnesio, cobre, titanio, etc. y sus aleaciones, también se forjan o laminan aleaciones de alta temperatura a base de hierro, aleaciones de alta temperatura a base de níquel y aleaciones de alta temperatura a base de cobalto. Sin embargo, estas aleaciones tienen una zona plástica relativamente estrecha, por lo que la forja es relativamente difícil. Existen requisitos estrictos para la temperatura de calentamiento, la temperatura de inicio de forja y la temperatura de forja final de los diferentes materiales.
05 Flujo de proceso
Los diferentes métodos de forjado tienen diferentes procesos, entre los cuales el proceso de forjado en caliente es el más largo. La secuencia general es: troquelado → calentamiento → forjado con rodillo → forjado con matriz → recorte → punzonado → corrección → inspección intermedia, inspección del tamaño de la pieza forjada y defectos superficiales → tratamiento térmico de las piezas forjadas para eliminar la tensión de forjado y mejorar el rendimiento de corte del metal → limpieza, principalmente para eliminar la cascarilla de óxido de la superficie → corrección → inspección. Generalmente, las piezas forjadas deben someterse a inspecciones de apariencia y dureza, y las piezas forjadas importantes también deben someterse a análisis de composición química, propiedades mecánicas, tensión residual y otras inspecciones y pruebas no destructivas.
06 Características de las piezas forjadas
En comparación con las piezas fundidas, los metales pueden mejorar su estructura y propiedades mecánicas después del forjado. Después de que la estructura de la pieza fundida se deforma mediante el trabajo en caliente mediante forjado, debido a la deformación y recristalización del metal, las dendritas gruesas originales y los granos columnares se transforman en estructuras recristalizadas equiaxiales con granos más finos y tamaño uniforme, de modo que la segregación original, la holgura, los poros, las inclusiones de escoria, etc. en el lingote se compactan y sueldan, y su estructura se vuelve más apretada, lo que mejora la plasticidad y las propiedades mecánicas del metal.
Las propiedades mecánicas de las piezas fundidas son inferiores a las de las piezas forjadas del mismo material. Además, la forja puede garantizar la continuidad de la estructura de la fibra metálica, de modo que la estructura de la fibra de la pieza forjada sea coherente con la forma de la pieza forjada y la línea aerodinámica del metal sea completa, lo que puede garantizar que las piezas tengan buenas propiedades mecánicas y una larga vida útil. Las piezas forjadas producidas mediante forjado de precisión, extrusión en frío, extrusión en caliente y otros procesos son incomparables con las piezas fundidas.

Las piezas forjadas son objetos a los que se somete el metal a presión y deformación plástica para darle la forma requerida o la fuerza de compresión adecuada. Esta fuerza se consigue normalmente utilizando un martillo o presión. El proceso de forjado crea una delicada estructura de partículas y mejora las propiedades físicas del metal. En el uso real de las piezas, un diseño correcto puede hacer que las partículas fluyan en la dirección de la presión principal. Las piezas fundidas son objetos con forma de metal obtenidos mediante diversos métodos de fundición, es decir, el metal líquido fundido se vierte en un molde previamente preparado mediante vertido, inyección, succión u otros métodos de fundición y, después de enfriarse, se lija, se limpia y se posprocesa para obtener un objeto con una forma, un tamaño y un rendimiento determinados.
Share:
Defectos y causas comunes de la sinterización de carburo cementado
Tipos de métodos de inmersión en aceite para productos de pulvimetalurgia