
Design complexity: If you are comfortable with the design freedom of plastic injection molding, but want to make metal parts, then the MIM may be for you. This is because the two injection molding processes are very similar in terms of design complexity - the main difference is that one produces plastic parts and the other metal parts. With MIM, cross holes, corner holes, splines, bottom cuts, side holes and grooves are all possible.
Small size: Keep in mind that MIM uses very fine powder to make fully dense metal parts. Therefore, the process is best suited for small parts, usually those weighing between 0.1 and 250 grams.
Volume: MIM can be a very cost effective injection molding process, but only if the right number of parts are needed (not to mention if the parts are the right size, as mentioned above). Typically, the cost benefits are most significant and worthwhile when the number of parts run is between 10,000 and 20,000. Anything less than 10,000 and the potential cost savings from using MIM may not be obvious at all.
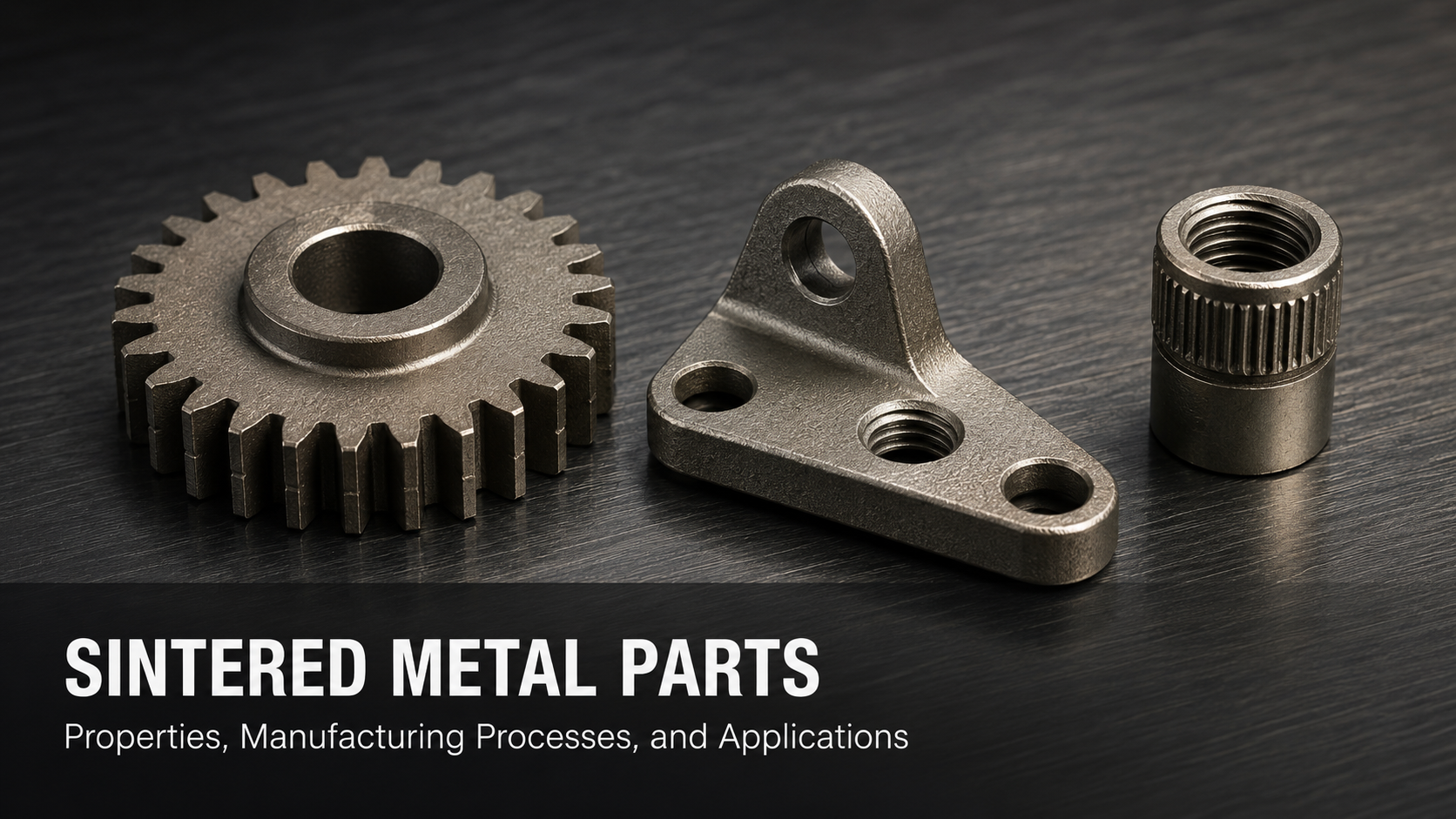
Characteristics: As we have already pointed out, if the process is performed correctly, MIM can create fully dense or nearly fully dense metal parts after the process is complete. This is especially useful for parts that are too small or detailed to process out of bar stock. For comparison, the part density was estimated to be 98% by MIM compared to 100% by conventional machining.
Economy: Unlike machining, MIM doesn't cut existing metal - it just uses the amount of material needed to make the product. Nothing is wasted.
Multiple material options available:
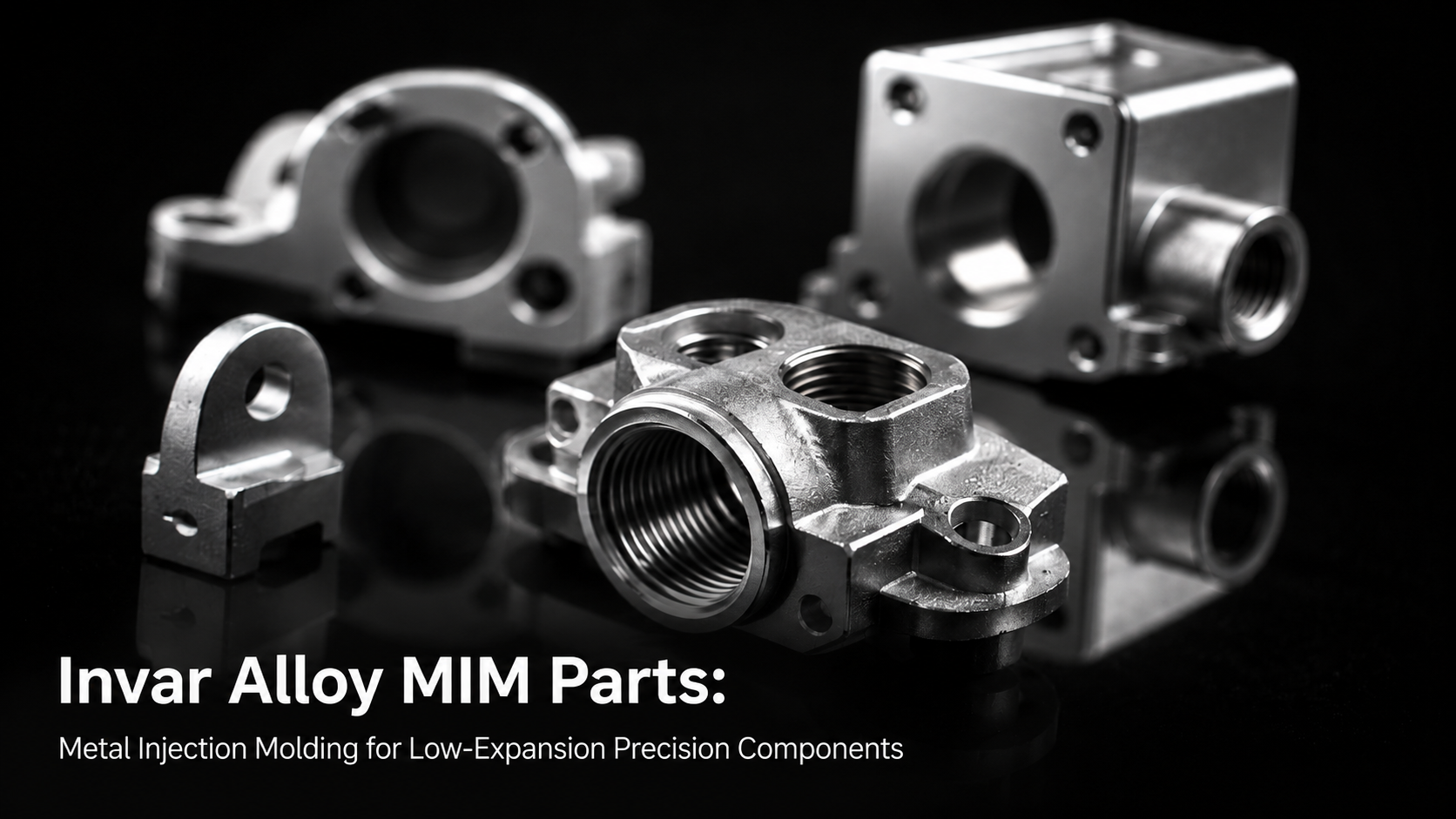
Stainless steel, aluminum alloys, magnesium alloys, titanium alloys, copper alloys, iron-based alloys, nickel-based alloys, tungsten alloys and many other materials are widely used in the metal injection molding process, with different physical and chemical properties, can be used to meet the needs of various applications, you can also choose different materials according to specific needs
xy-global is a quality supplier specializing in structural metal parts.
Please contact edith@xy-global.com for your needs.

Limitations of MIM

MIM is not a process in which every part runs. Here are some process restrictions you should be aware of:
Perhaps the biggest limitation of metal injection molding is the amount of post-processing that may be required.For example, one of the steps in the MIM process is to remove adhesives, such as excess adhesives that remain on the metal material after it has been formed in a mold. The last part was about 20 percent larger than expected, so it involved a lot of post-processing work. Moreover, this may not even be all the post-processing needed. In addition to the sintering process, additional steps may sometimes be required, thus increasing the time of the process.
Another limitation is cost. Not only do molds need to be created, which will increase the upfront cost of the MIM, but any part that weighs more than 100g will increase the cost of running the part, which may not be suitable for your product at all. In fact, while the MIM is great for smaller, more complex parts, the opposite is true for larger metal parts. If your product is large, MIM may not be the right production method for you.









Share:
Design Orientation of Metal Injection Molding with Raw Material and Cheap Cost from China Zhenzhen MIM Factory
Process Flow for MIM from China Metal Injection Molding Company with Custom Materials