
La fabricación moderna exige cada vez más componentes metálicos que sean pequeños, complejos y extremadamente precisos. Si bien los métodos de fabricación tradicionales, como el mecanizado CNC o la fundición, pueden producir piezas duraderas, a menudo tienen dificultades cuando los diseños requieren geometrías intrincadas o tolerancias estrictas.

Aquí es donde el moldeo por inyección de acero inoxidable se convierte en una potente solución.
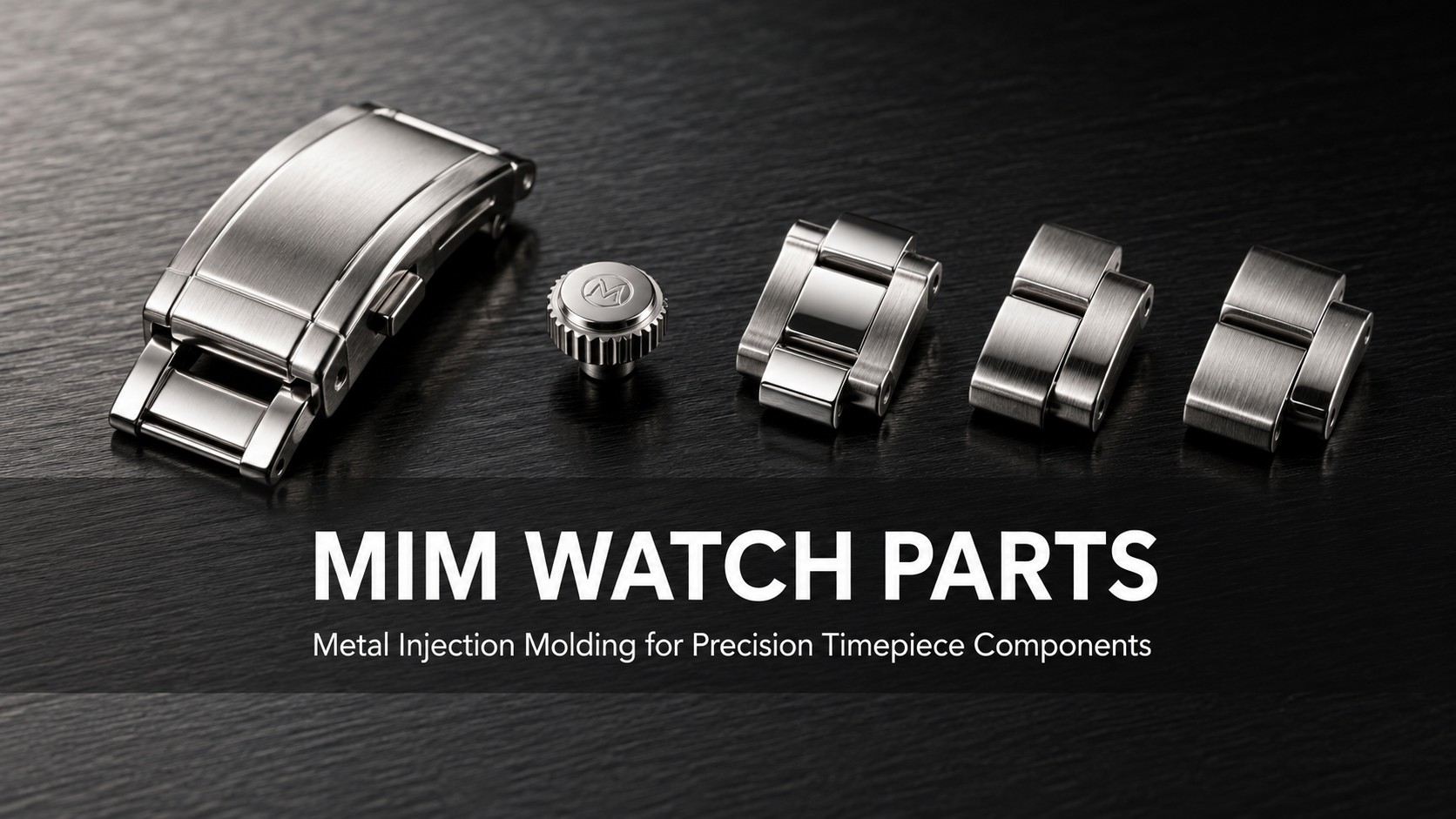
El moldeo por inyección de acero inoxidable se refiere al uso de la tecnología de moldeo por inyección de metales (MIM) para fabricar componentes de acero inoxidable con alta precisión y un rendimiento mecánico constante. Al combinar la flexibilidad de diseño del moldeo por inyección de plástico con la resistencia de los materiales metálicos, este proceso permite a los fabricantes producir piezas complejas a escala manteniendo una excelente precisión dimensional.
Con más de 15 años de experiencia en tecnología MIM, XY-GLOBAL se especializa en la producción de componentes de acero inoxidable de alta precisión para industrias como:
-
óptica
-
dispositivos médicos
-
semiconductores
-
telecomunicaciones
Mediante procesos de producción estables, equipos avanzados y diversos materiales de acero inoxidable, XY-GLOBAL puede transformar diseños de productos complejos en componentes de producción fiables. Las piezas típicas incluyen componentes funcionales de 2 a 30 mm con microagujeros, paredes delgadas de alrededor de 0,3 a 0,5 mm y características integradas que antes requerían dos o tres piezas mecanizadas separadas.
¿Qué es el moldeo por inyección de acero inoxidable?
El moldeo por inyección de acero inoxidable es esencialmente la aplicación de la tecnología de moldeo por inyección de metales (MIM) utilizando polvos de acero inoxidable.
El proceso permite a los fabricantes producir piezas metálicas pequeñas y complejas que de otro modo serían difíciles o costosas de mecanizar.
A diferencia de los métodos tradicionales de fabricación de metales, el moldeo por inyección de acero inoxidable utiliza polvos metálicos finos bajo el proceso MIM para producir una pieza de acero inoxidable densa con características típicas como:
-
alta resistencia mecánica
-
excelente precisión dimensional
-
capacidad de geometría compleja
-
producción en masa eficiente
Debido a estas ventajas, las piezas de MIM de acero inoxidable se utilizan ampliamente en industrias de alta precisión.
¿Se puede moldear acero inoxidable por inyección?
Si es nuevo en el moldeo por inyección de metales (MIM), puede que se pregunte si el acero inoxidable se puede "moldear como el plástico". La respuesta corta es sí, pero el mecanismo es completamente diferente de fundir y enfriar un polímero.
En lugar de fundir acero inoxidable sólido, MIM utiliza una mezcla de polvo de acero inoxidable y aglutinante como medio temporalmente moldeable. Después de moldear la pieza, el aglutinante se elimina cuidadosamente, dejando una "pieza marrón" porosa hecha principalmente de metal. Durante la sinterización a temperaturas que suelen oscilar entre 1.200 °C y 1.400 °C, las partículas metálicas se unen, los poros se cierran y la pieza se densifica y se encoge hasta sus dimensiones finales.

Por ejemplo, una pieza de MIM de acero inoxidable 316L con una densidad sinterizada de 7,85 a 7,95 g/cm³ tendrá propiedades mecánicas muy similares a las del 316L forjado: resistencia a la tracción de alrededor de 450 a 550 MPa, límite elástico de alrededor de 140 a 250 MPa y alargamiento en el rango de 40 a 50 %. Este nivel de ductilidad es importante para los componentes de dispositivos médicos e industriales que experimentan cargas cíclicas o sobrecargas ocasionales.
Proceso MIM de acero inoxidable
| Paso del proceso | Descripción |
| Preparación de la materia prima | Se mezclan polvos de acero inoxidable ultrafinos (típicamente de 5 a 20 μm) con aglutinantes termoplásticos para formar gránulos con aproximadamente un 60 % en volumen de metal y un 40 % en volumen de aglutinante, optimizados para el flujo y la densidad final. |
| Moldeo por inyección | La materia prima se calienta y se inyecta en moldes de precisión para formar "piezas verdes", que ya incluyen todas las características funcionales como roscas, socavados y microagujeros donde sea posible. |
| Desaglomerado | El aglutinante se elimina mediante métodos térmicos, disolventes o catalíticos, según el sistema de la materia prima, dejando una "pieza marrón" frágil compuesta principalmente de polvo metálico. |
| Sinterización | Las piezas marrones se sinterizan a alta temperatura (aproximadamente 1.200–1.400 °C) en atmósferas controladas, logrando el 96–99 % de la densidad teórica y encogiéndose hasta el tamaño final. |
Materiales de acero inoxidable comunes utilizados en MIM
Varias aleaciones de acero inoxidable se utilizan ampliamente en aplicaciones de acero inoxidable de moldeo por inyección de metales. A continuación se muestran los grados más comunes.
| Material | Características clave | Aplicaciones típicas |
| Acero inoxidable 304 | Acero inoxidable austenítico de uso general; buena resistencia a la corrosión, resistencia a la tracción típicamente ≥480 MPa en MIM; alargamiento ≥40 % cuando la densidad es alta. | Herrajes de consumo, carcasas industriales, soportes, asas. |
| Acero inoxidable 316L | Acero inoxidable austenítico de bajo carbono; excelente resistencia a la corrosión y biocompatibilidad; el MIM 316L alcanza típicamente una densidad de 7,85–7,95 g/cm³, una resistencia a la tracción de 450–550 MPa y un 40–50 %. | Instrumentos médicos, piezas de manipulación de fluidos, componentes expuestos a medios agresivos. |
| Acero inoxidable 17‑4PH | Acero inoxidable martensítico de endurecimiento por precipitación; resistencia a la tracción de aproximadamente 1.000–1.300 MPa después del tratamiento térmico, dureza de hasta aproximadamente 40–43 HRC, con 8–14 % de alargamiento en muchos conjuntos de datos de MIM. | Instrumentos quirúrgicos, mecanismos de bloqueo, componentes de armas de fuego, piezas de precisión de alta carga. |
Entre estos materiales, el acero inoxidable 316L es una de las aleaciones más utilizadas debido a su excelente resistencia a la corrosión y estabilidad en entornos médicos.
Propiedades mecánicas de las piezas de MIM de acero inoxidable
Una de las preocupaciones que puede tener es si las piezas moldeadas por inyección de acero inoxidable pueden igualar la resistencia de las piezas producidas por forja o mecanizado.
En muchos casos, la respuesta es sí.
Después de la sinterización, las piezas de MIM de acero inoxidable pueden lograr un excelente rendimiento mecánico.
Las propiedades típicas incluyen:
| Propiedad | Rendimiento típico |
| Densidad | 96–99 % de la densidad teórica |
| Resistencia a la tracción | Comparable al acero inoxidable forjado |
| Dureza | Alta resistencia al desgaste |
| Resistencia a la corrosión | Excelente según la aleación |
Además, los componentes MIM a menudo proporcionan:
-
acabado superficial más suave que las piezas fundidas
-
mayor consistencia dimensional
Esta combinación hace que el moldeo por inyección de acero inoxidable sea adecuado para aplicaciones de ingeniería exigentes.
Ventajas del moldeo por inyección de acero inoxidable
Capacidad de geometría compleja
El MIM permite la formación en una sola toma de roscas, canales de flujo internos, orificios transversales, orificios laterales, estructuras de encaje a presión y características similares. En muchos proyectos, los conjuntos que anteriormente requerían 2-3 piezas mecanizadas separadas más soldadura o fijación pueden consolidarse en un solo componente MIM, lo que reduce significativamente la mano de obra de montaje.
Esto brilla especialmente para piezas de 2 a 30 mm con paredes delgadas de hasta 0,3 a 0,5 mm o microcaracterísticas.
Alta utilización del material
El mecanizado tradicional a partir de barras o planchas a menudo produce tasas de utilización de material de solo el 30 al 60 %, generando una cantidad considerable de desperdicio.
El MIM, por el contrario, consume principalmente polvo que coincide con el volumen final de la pieza, logrando rutinariamente más del 95 % de utilización. Esto lo hace ideal para materiales costosos como aceros inoxidables de alta aleación o aleaciones especiales.

Consistencia dimensional en la producción de volumen
Para geometrías adecuadas para MIM, las tolerancias estándar alcanzan ±0,3-0,5% de las dimensiones de la pieza; las características pequeñas críticas pueden alcanzar ~±0,1% con ajustes del proceso y optimización dirigida.
Para volúmenes anuales desde decenas de miles hasta cientos de miles, la repetibilidad basada en moldes supera con creces la variabilidad de las operaciones CNC de varios turnos y varias máquinas.
Rentabilidad a volúmenes medios y altos
El utillaje tiene un alto costo inicial, pero más allá de las tiradas acumuladas de decenas de miles, el precio por pieza a menudo es inferior al del CNC, y desciende aún más para piezas pequeñas muy complejas donde el volumen de equilibrio se reduce.
En aplicaciones médicas, ópticas y de semiconductores, el intercambio de componentes mecanizados seleccionados por MIM durante las fases de producción estables libera capacidad CNC para trabajos de mayor valor.
Varias ventajas explican por qué el moldeo por inyección de acero inoxidable se adopta ampliamente en la fabricación moderna.
Moldeo por inyección de acero inoxidable frente a otros procesos de fabricación
Comprender cómo se compara el moldeo por inyección de acero inoxidable con otros métodos de fabricación le ayuda a seleccionar el proceso adecuado.
| Proceso de fabricación | Mejor para | Rango de tamaño típico | Volumen recomendado | Compensaciones clave |
| Mecanizado CNC | Prototipos ultraprecisos, piezas personalizadas de bajo volumen con tolerancias extremas (±0,005 mm) | 1–150 mm | <5.000 piezas/año | La mayor precisión, pero mala economía en volumen; alto desperdicio de material (30–60 %) |
| Fundición a la cera perdida | Piezas de complejidad media con tolerancias moderadas (±0,2 mm) | 10–200 mm | 1.000–50.000/año | Bueno para piezas más grandes, pero tiene dificultades con las microcaracterísticas; el acabado superficial necesita mecanizado |
| Estampado de metal | Geometrías simples de chapa 2D/2.5D, secciones transversales delgadas | <5 mm de espesor, 5–100 mm de vista en planta | >100.000/año | Más rápido para planos/curvas simples; no puede manejar la verdadera complejidad 3D o secciones gruesas |
| MIM de acero inoxidable | Pequeñas piezas 3D complejas con microcaracterísticas, paredes delgadas, conjuntos integrados | 2–50 mm (óptimo 5–30 mm) | 10.000–500.000+/año | Destaca en la complejidad geométrica; el costo del utillaje es alto, pero el precio por pieza baja rápidamente con el volumen |
Guía de decisión rápida:
-
Elija MIM cuando: el peso de la pieza sea <50 g, tenga socavados/características internas/roscas internas, la necesidad anual sea >10 000 piezas y las tolerancias de ±0,3-0,5 % sean aceptables.
-
Manténgase con CNC cuando: <1000 piezas, tolerancias más ajustadas que ±0,01 mm o el material es muy difícil de mecanizar.
-
Cálculo del punto de equilibrio: para una pieza compleja de 10x10x5 mm, el utillaje MIM podría costar entre 15 000 y 25 000 $, pero reduce el costo por pieza a entre 0,50 y 2,00 $ por 50 000 piezas frente a las 5 a 15 $ por pieza del CNC.
El moldeo por inyección de metales de acero inoxidable llena eficazmente el vacío entre el mecanizado y el estampado.
Aplicaciones: ¿Dónde tiene sentido el MIM de acero inoxidable?
Aquí hay ejemplos prácticos de las industrias clave de XY-GLOBAL, que muestran dónde MIM ofrece un valor claro a través de tipos de piezas específicos y el ajuste del material:
Dispositivos médicos
Los componentes comunes incluyen:
- mandíbulas de agarre
- clips de bloqueo
- carcasas de ejes en instrumentos quirúrgicos
- pequeñas piezas mecánicas para herramientas dentales
- elementos estructurales en endoscopios o sondas de ultrasonido
El MIM 316L ofrece una excelente resistencia a la corrosión y buena ductilidad para piezas que necesitan limpieza y esterilización repetidas, mientras que el 17-4PH es adecuado para mecanismos de bloqueo y accionamiento de mayor resistencia y resistentes al desgaste.
Sistemas ópticos
La óptica de precisión se basa en mecanismos de enfoque, microdeslizadores y soportes de posicionamiento que exigen dimensiones estables y rigidez para mantener la alineación óptica a lo largo del tiempo.
MIM integra superficies de ubicación, orificios roscados y encajes a presión en una sola pieza, superando a los conjuntos de varias piezas en estabilidad a largo plazo.
Equipo de semiconductores
Muchas piezas de semiconductores operan en condiciones de vacío, sala limpia o corrosivas —piense en abrazaderas, pasadores de ubicación, conjuntos de articulación y cuerpos de válvulas.
El MIM de acero inoxidable iguala la resistencia del material forjado y la resistencia a la corrosión, al tiempo que permite diseños más compactos a través de geometrías internas complejas.
Telecomunicaciones y electrónica
Se utiliza para
- conectores RF
- pequeñas carcasas
- estructuras de blindaje
- pestillos mecánicos
- soportes de precisión.
Para estos, MIM generalmente equilibra la precisión dimensional, el costo y el volumen mejor que la fundición de precisión o el mecanizado en varios pasos.
Debido a su precisión y escalabilidad, el moldeo por inyección de acero inoxidable se utiliza ampliamente en muchas industrias avanzadas.
Con años de experiencia en la fabricación MIM, XY-GLOBAL ha respaldado numerosos proyectos en estas industrias, entregando componentes de acero inoxidable confiables con una calidad estable.
Por qué elegir XY-GLOBAL para el moldeo por inyección de acero inoxidable
La selección del socio de fabricación adecuado es fundamental al implementar la tecnología de moldeo por inyección de acero inoxidable. XY-GLOBAL ofrece varias ventajas:
Amplia experiencia
-
más de 15 años en la fabricación MIM con certificaciones ISO 13485 e ISO 9001.
Soporte de ingeniería
-
Análisis DFM y análisis de moldes profesionales.
-
optimización del diseño para la fabricación
Experiencia en materiales
-
amplia gama de aleaciones de acero inoxidable
-
suministro estable de material
Control de calidad
-
sistemas de inspección avanzados e inspección de control de calidad
-
procesos de producción consistentes
Prestando servicios a industrias como la óptica, los dispositivos médicos, los semiconductores y las telecomunicaciones, XY-GLOBAL se centra en ofrecer componentes de acero inoxidable de alta precisión adaptados a aplicaciones exigentes.
Conclusión
El moldeo por inyección de acero inoxidable se ha convertido en una tecnología de fabricación esencial para producir componentes metálicos pequeños, complejos y de alto rendimiento.
Al combinar la flexibilidad de diseño del moldeo por inyección con la resistencia del acero inoxidable, el moldeo por inyección de metales (MIM) permite a los fabricantes crear piezas que de otro modo serían difíciles o costosas de producir.
A medida que las industrias continúan demandando componentes más pequeños y precisos, el MIM de acero inoxidable seguirá siendo una tecnología crítica en sectores como los dispositivos médicos, la electrónica, la óptica y los equipos de semiconductores.
Para las empresas que buscan soluciones de fabricación fiables, socios experimentados como XY-GLOBAL proporcionan la experiencia y las capacidades de producción necesarias para transformar diseños innovadores en componentes de acero inoxidable de alta calidad.
Preguntas frecuentes sobre el moldeo por inyección de acero inoxidable
1. ¿Se puede moldear acero inoxidable por inyección como el plástico?
Sí, a través del moldeo por inyección de metal (MIM). Polvo fino de acero inoxidable (5-20 μm) se mezcla con aglutinantes para formar una materia prima inyectable. Después del moldeo, el desaglomerado elimina los aglutinantes y la sinterización a 1200-1400 °C fusiona las partículas, reduciendo el tamaño de las piezas en un 14-20 % hasta alcanzar un 97-99 % de la densidad teórica.
2. ¿Qué tolerancias puede lograr el MIM de acero inoxidable?
Estándar: ±0,3–0,5 % de la dimensión de la pieza (por ejemplo, ±0,1 mm en una pieza de 30 mm). Las características críticas como orificios o roscas pueden alcanzar ±0,1–0,2 % con la optimización del proceso (paredes uniformes, ángulos de desmoldeo). El mecanizado posterior a la sinterización maneja ±0,01 mm si es necesario, pero planifique la contracción en CAD.
3. ¿Qué grados de acero inoxidable funcionan mejor para MIM?
Principales opciones:
-
316L: Grado médico, 450–550 MPa de resistencia a la tracción, excelente resistencia a la corrosión para la esterilización
-
17-4PH: Alta resistencia (1000–1300 MPa después del tratamiento térmico), ideal para piezas portantes
-
304: Rentable para uso industrial general Todos logran propiedades similares a las forjadas con alta densidad. Confirme las especificaciones de la materia prima del proveedor.
4. ¿Cuál es el tamaño y la complejidad óptimos para el MIM?
Rango ideal: 2–50 mm de la dimensión más larga, <50 g de peso. Destaca en paredes delgadas (mínimo de 0,3–0,5 mm), socavados, orificios transversales, roscas, conjuntos integrados. Evite barras simples, piezas muy grandes (>100 mm) o paredes <0,3 mm.
5. ¿Cuándo elegir MIM en lugar de mecanizado CNC?
MIM gana para piezas pequeñas complejas con un volumen anual de más de 10 000 unidades (por ejemplo, clips quirúrgicos con roscas). CNC es mejor para prototipos (<1000 unidades) o precisión de ±0,005 mm. La utilización del material de MIM es >95 % frente al 30-60 % del CNC; el costo por pieza disminuye más rápido a escala.
6. ¿Qué acabados superficiales puede lograr el acero inoxidable MIM?
Como sinterizado: Ra 1,6–3,2 μm (más suave que la fundición). Añadir pasivación (mejora la corrosión), electropulido (Ra <0,8 μm para uso médico), granallado o volteo. Los recubrimientos PVD/TiN son posibles después del sinterizado.










Compartir:
Mecanizado de piezas pequeñas: de la creación rápida de prototipos a la producción médica escalable
Metalurgia de polvos metálicos: No es el proceso adecuado para cada pieza, pero sí uno sólido para las piezas correctas.