
Moldeo por inyección de metales (MIM)
El moldeo por inyección de metal (MIM) es un proceso que se utiliza para fabricar piezas metálicas complejas y de alta precisión, liberando a los diseñadores de las limitaciones tradicionales del moldeo de acero inoxidable, níquel, hierro, cobre, titanio y otros metales. El proceso de moldeo combina polvo metálico, moldeo por inyección y tecnología de sinterización para garantizar que las piezas MIM tengan tolerancias ajustadas y una excelente calidad de superficie.
Proceso de moldeo por inyección de metal (MIM)

Materia prima
El primer paso del proceso MIM es mezclar polvo fino de metal con un aglutinante para formar una materia prima homogénea. Esta materia prima debe tener buena fluidez para el posterior moldeo por inyección. El control preciso de este paso afecta directamente la uniformidad y el rendimiento del producto final.

Moldura
La materia prima MIM mezclada se inyecta en el molde para formar la pieza inicial, denominada "cuerpo verde". El cuerpo verde suele ser ligeramente más grande que el producto final, lo que sirve para compensar la contracción inevitable durante el proceso de sinterización. El moldeo por inyección puede producir de forma eficiente piezas con geometrías complejas, lo que constituye una de las principales ventajas de la tecnología MIM.

Desligado
Después del moldeo, es necesario desligar el cuerpo verde para eliminar la mayor parte del aglutinante presente en la materia prima. Este proceso produce un producto intermedio denominado "parte marrón". La parte marrón tiene una forma básica, pero tiene poca resistencia y requiere un procesamiento adicional para lograr el rendimiento final.

Sinterización
La sinterización es un paso clave en el proceso MIM. Se elimina el aglutinante residual y se densifica el material calentando la parte marrón a una temperatura cercana al punto de fusión del metal. La parte sinterizada tiene un tamaño cercano al final y posee las propiedades físicas y la resistencia mecánica requeridas. Este proceso determina la densidad final y la precisión geométrica del producto.
Ventajas de la tecnología MIM
Producción de alto volumen
Adecuado para producir grandes cantidades de piezas de forma rápida y eficiente.
Reducción de residuos de materiales
Mínimo desperdicio de material debido a la precisión del proceso.
Geometrías complejas
Capacidad para crear piezas con formas complejas que son difíciles o imposibles de crear utilizando métodos tradicionales.
Rendimiento superior
Las piezas producidas mediante MIM tienen propiedades mecánicas y durabilidad superiores.
Materiales para Moldeo por Inyección de Metal
Los materiales de moldeo por inyección de metal afectan directamente la resistencia, densidad, resistencia a la corrosión y estabilidad dimensional de la pieza final. Elegir el material adecuado es esencial para lograr el rendimiento requerido después de la sinterización. En XY-GLOBAL, entendemos cómo se desempeñan los diferentes materiales en el proceso MIM para asegurar que nuestros ingenieros puedan recomendar la solución correcta para su proyecto.
Un material MIM versátil conocido por su fiable resistencia a la corrosión, fuerza equilibrada y amplia cobertura de aplicaciones.
- Propiedades clave: Resistencia a la corrosión, estabilidad mecánica, buen acabado superficial.
- Aplicaciones: Dispositivos médicos, hardware de consumo, accesorios industriales y conjuntos de precisión.
Una opción rentable para piezas funcionales que requieren resistencia, dureza y rendimiento tratable térmicamente.
- Propiedades clave: Resistencia, dureza, respuesta al calor, soporte estructural fiable.
- Aplicaciones: Piezas de automoción, componentes de maquinaria, herrajes de fijación y estructuras portantes.

Una excelente opción para componentes expuestos a desgaste repetido, presión y cargas de conformación.
- Propiedades clave: Alta dureza, resistencia a la abrasión, consistencia dimensional.
- Aplicaciones: Herramientas de corte, moldes, matrices, punzones y piezas industriales de alto desgaste.

Ideal para piezas ligeras que deben combinar resistencia con una excelente resistencia a entornos hostiles.
- Propiedades clave: Bajo peso, alta relación resistencia-peso, resistencia a la corrosión.
- Aplicaciones: Hardware aeroespacial, implantes médicos, piezas estructurales ligeras y equipos de alta gama.

Diseñado para piezas que necesitan un rendimiento adaptado a requisitos térmicos, magnéticos o de sellado.
- Propiedades clave: Expansión controlada, estabilidad funcional, comportamiento para fines especiales.
- Aplicaciones: Instrumentos de precisión, encapsulados electrónicos, sellos herméticos, carcasas de láser y sistemas especializados.

Por qué elegir XY-GLOBAL para piezas MIM personalizadas
- Acabado de Ultra Precisión: Logre una TOL de ±1 μm con una calidad de superficie de hasta Ra ≤ 0.01 μm, brindando una precisión dimensional excepcional y un acabado suave y refinado para todos los componentes MIM.
- Sistemas de Calidad Certificados: La fabricación certificada ISO 9001 e ISO 13485 garantiza un control de procesos consistente y requisitos de calidad de grado médico.
- Prototipado Rápido y Sin MOQ: Los prototipos sin moldes pueden estar listos en tan solo 3 días, sin cantidad mínima de pedido para I+D y tiradas piloto.
- Más de 15 Años de Experiencia: Más de 15 años de experiencia en la industria y una amplia experiencia en materiales nos permiten comprender mejor el comportamiento de los materiales, la optimización de procesos y los requisitos de rendimiento de las piezas.
- Soporte de Ingeniería 24/7: Brindamos orientación práctica sobre procesos y soluciones orientadas a la aplicación para ayudar a los clientes a lograr el mejor equilibrio entre calidad, costo y facilidad de fabricación.
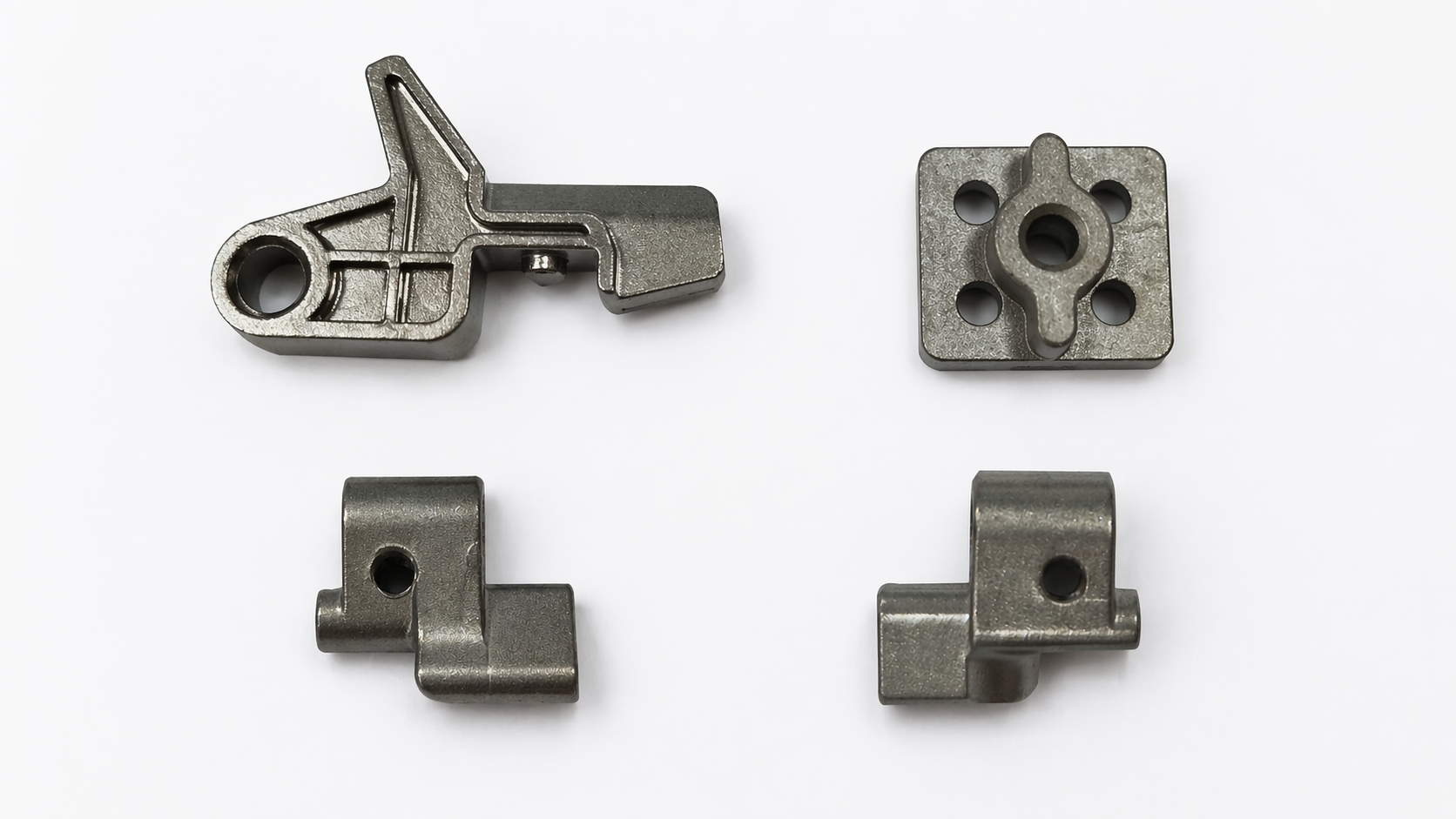
Piezas MIM personalizadas fabricadas por XY-GLOBAL
Respaldados por una vasta experiencia en piezas metálicas personalizadas, ofrecemos soluciones integrales para sus componentes MIM a medida. Proporcionamos servicios completos de moldeo por inyección de metales (MIM), desde el DFM hasta la producción en masa, dando soporte tanto a series de fabricación de lotes pequeños como de gran volumen.





Preguntas frecuentes sobre moldeo por inyección de metal
¿Qué es el moldeo por inyección de metal (MIM)?
MIM es un proceso de fabricación que combina la pulvimetalurgia y el moldeo por inyección de plástico, ideal para producir piezas metálicas complejas con alta precisión.
¿Qué materiales se utilizan en MIM?
Los materiales comunes incluyen acero inoxidable, acero de baja aleación, titanio, aleaciones de tungsteno y otros metales especiales.
¿Es el MIM rentable para producciones pequeñas?
MIM es más rentable para producciones de gran volumen, pero puede ser viable para tiradas más pequeñas con diseños complejos.
¿Cuál es el plazo de entrega de las piezas MIM?
Los plazos de entrega varían entre 4 y 8 semanas, dependiendo de la complejidad y el volumen de la pieza.
¿Qué tamaños de piezas son adecuados para MIM?
MIM es mejor para piezas pequeñas, que normalmente pesan entre 0,1 y 100 gramos, aunque también se pueden utilizar piezas más grandes.