Во многих современных хирургических приложениях меньший размер часто означает менее инвазивные процедуры и более быстрое восстановление для пациентов. От минимально инвазивной роботизированной хирургии до имплантируемых систем доставки лекарств — тенденция к миниатюризации очевидна. Однако по мере того, как компоненты уменьшаются до субмиллиметрового диапазона, допустимый предел погрешности значительно сокращается. Обработка таких мелких деталей больше не является рутинной задачей для мастерской; она требует строго контролируемых процессов, которые объединяют передовую физику, материаловедение и сверхточную инженерию.

В XY-GLOBAL мы понимаем, что один микрокомпонент может быть ядром медицинского устройства стоимостью в несколько миллионов долларов. Независимо от того, находитесь ли вы на начальной стадии НИОКР или готовы к выходу на рынок с большим объемом или к крупносерийному производству, переход от одного прототипа к масштабируемому производству требует стратегического партнера. Это руководство описывает критические аспекты прецизионной микрообработки и способы обеспечения стабильности от прототипа до серийного производства.
1. Почему размер имеет значение для обработки мелких медицинских деталей
Обработка мелких деталей по своей сути сложна, особенно когда размеры и элементы приближаются к размеру самих режущих инструментов. В таком масштабе вибрации, термический дрейф и неточности крепления значительно усиливаются, отклонения инструмента становятся существенными, а контроль стружки и чистоты поверхности становится гораздо сложнее. Эти эффекты быстро выводят детали за пределы допусков, превращая прецизионную обработку скорее в балансирование, чем в предсказуемый процесс.
В медицинском секторе ставки еще выше. Многие компоненты используются в имплантируемых устройствах, системах для работы с жидкостями или критически важных диагностических приборах, где точность размеров напрямую влияет на безопасность и производительность. Несколько микрон отклонения могут заблокировать капиллярный канал, нарушить герметичность поверхности или увеличить риск эмболии или реакции на инородное тело. Эта чувствительность заставляет производителей рассматривать каждый микрон как потенциальную точку отказа и вкладывать значительные средства в оснастку, крепление, контроль окружающей среды и инспекцию.
В микромасштабе доминируют несколько физических эффектов:
-
Отклонение инструмента: Даже самые прочные твердосплавные микрофрезы могут изгибаться как игла при контакте с заготовкой. Управление давлением инструмента критически важно для поддержания геометрической стабильности.
-
Тепловое расширение: Изменение температуры окружающей среды на 2°C может расширить небольшую деталь из нержавеющей стали настолько, что она выйдет за пределы допуска.
-
Поверхностное натяжение и заусенцы: На микроуровне крошечный заусенец — это не просто эстетический недостаток; он может заблокировать жидкостный канал или вызвать фатальную эмболию в клинических условиях.
Для обработки мелких медицинских деталей «размер имеет значение» не только потому, что более жесткие допуски труднее достичь, но и потому, что каждый микрон несет функциональные и клинические последствия.
3. Общие инструменты и технологии, используемые для обработки мелких деталей
Прецизионная обработка мелких деталей основана на различных инструментах и технологиях, включая режущие инструменты, сверлильные инструменты, токарные инструменты и последующую чистовую обработку поверхности. Для мелких медицинских деталей, где точность имеет жизненно важное значение, а незначительные дефекты могут привести к катастрофе, выбор правильного процесса обработки имеет решающее значение для поддержания производительности как на этапе прототипирования, так и на этапе массового производства.
3.1 Этап прототипирования: от концепции к реальности
Прототипирование — это этап, на котором теоретические разработки встречаются с клинической и производственной реальностью. Для обработки мелких деталей успешный этап прототипирования должен достигать трех целей:
-
Функциональная проверка: Работает ли механизм без люфта плавно?
-
Тестирование материалов: Выбранный сплав выдерживает имитируемую медицинскую среду?
-
DFM (Проектирование для производства): Может ли этот прототип быть произведен в масштабе позже, или он слишком сложен для экономически эффективного массового производства?
3.2 Масштабируемое производство: от прототипа к массовому производству
Поскольку сложно поддерживать постоянную точность от одного прототипа до 10 000 единиц, масштабируемое медицинское производство зависит от выбора правильного процесса и стратегий.
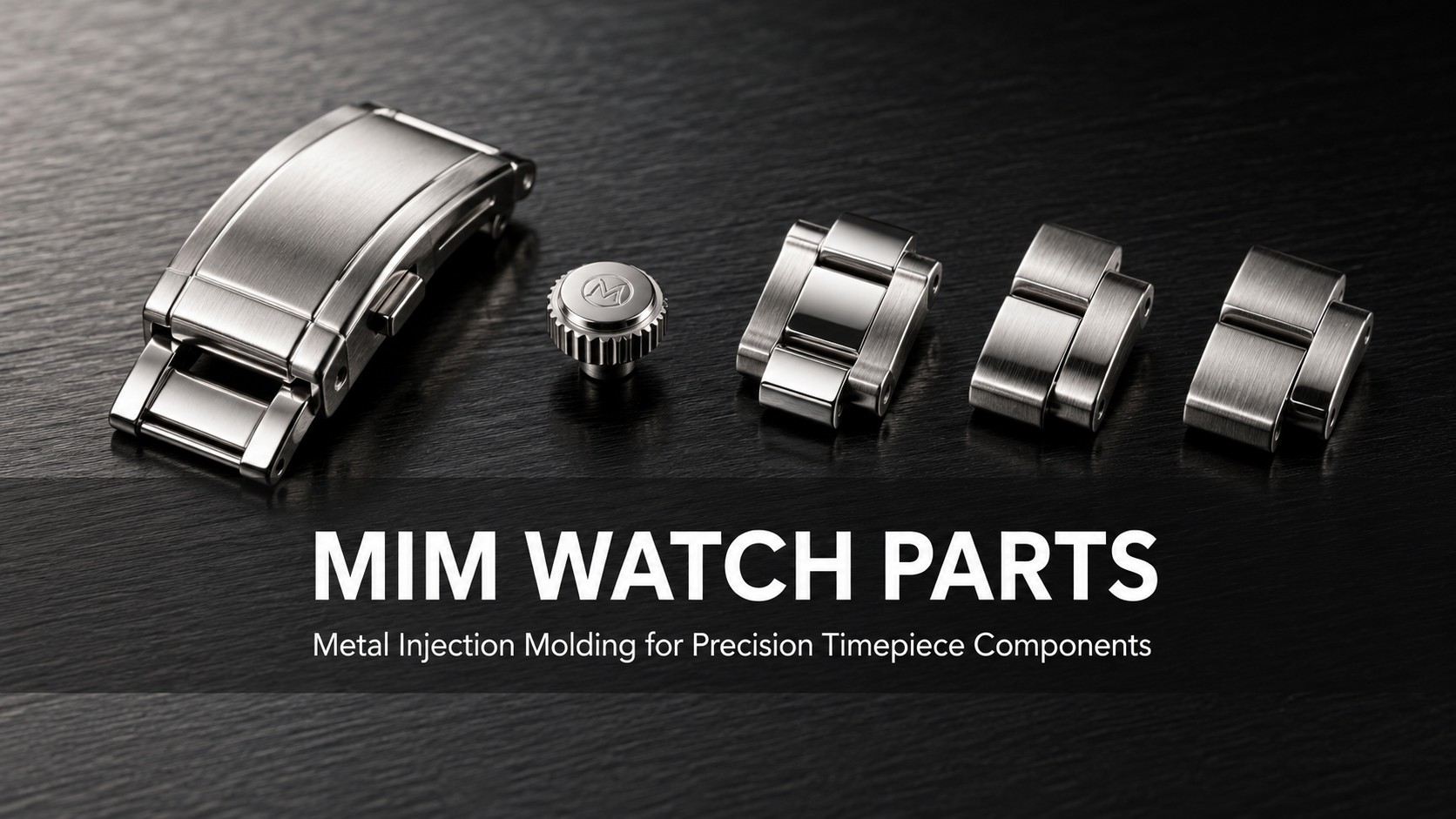
Микрообработка на станках с ЧПУ против литья металлов под давлением (MIM)
Для обработки мелких деталей выбор процесса часто определяется объемом и сложностью:
| Характеристика |
Прецизионная обработка на станках с ЧПУ |
Литье металлов под давлением (MIM) |
| Объем |
Низкий-средний (1-5000 шт.) |
Высокий (10 000+ шт.) |
| Допуск |
Чрезвычайно жесткий ±0,002 мм |
Умеренный (от 0,3% до 0,5%) |
| Сложность |
Высокая (Внутренняя резьба, подрезы) |
Очень высокая (Сложные микроэлементы) |
| Начальная стоимость |
Низкая (Не требуется оснастка) |
Высокая (Требуются специальные формы) |
В
XY-GLOBAL мы предлагаем идеальный подход для удовлетворения ваших потребностей при одновременном снижении общих затрат.
Факторы стоимости при обработке мелких деталей
Пользователи, ищущие обработку мелких деталей, часто хотят ясности в отношении стоимости. Мелкие детали не всегда дешевле — микрообработка может увеличить затраты на настройку и оснастку.
Факторы, влияющие на стоимость, включают:
-
Тип материала
-
Сложность элементов
-
Уровень допуска
-
Чистота поверхности
-
Объем
-
Вторичные операции (анодирование, гальваническое покрытие, термообработка)
Ниже приведен реальный пример микропункционных игл, демонстрирующий нашу способность к обработке мелких деталей для медицинской промышленности при соблюдении баланса стоимости.
• Требование
Игла со стабильной геометрией прокола, точным углом кончика и толщиной стенки примерно 0,1 мм для минимизации травмы при сохранении структурной целостности.
• Решение процесса
Сочетая точение швейцарского типа для геометрии стержня с лазерным сверлением и вторичными операциями заточки, мы достигаем как точного контроля просвета, так и постоянного формирования кончика. Параметры процесса оптимизированы для защиты остроты кромки и качества внутренней поверхности.
• Результат
Полученный компонент обеспечивает высококонтролируемое поведение при проникновении и сниженную силу введения, что способствует снижению травматичности для пациента и улучшению обратной связи от клиницистов во время использования.
4. Как выбрать правильного партнера для обработки мелких деталей
Выбор партнера для обработки мелких деталей — это не только масштаб; это баланс между микроточностью и экономической эффективностью. По мере того, как компоненты становятся меньше и сложнее, лучше учитывать следующие факторы.
4.1 Возможности оборудования
-
Высокоскоростные микрошпиндели
-
Швейцарские токарные станки
-
5-осевые обрабатывающие центры с ЧПУ
4.2 Данные верификации допусков
Запрос:
-
Исследования производительности (CPK)
-
Отчеты о выборочных проверках
-
Документация по валидации процесса
4.3 Опыт работы в вашей отрасли
Производители, имеющие опыт обработки мелких деталей для медицинских приборов, будут понимать нормативные требования и требования к прослеживаемости материалов.
4.4 Инженерная поддержка
Надежный поставщик должен предоставить:
5. Услуги по обработке мелких деталей: ваш партнер в микроточной обработке
Выбор правильного партнера для обработки мелких деталей — это прямая инвестиция в безопасность, производительность и надежность вашего медицинского устройства. От самых ранних прототипов для подтверждения концепции до требовательных реалий крупносерийного производства, соответствующего нормативным требованиям, XY-GLOBAL, сертифицированный по ISO 9001 и ISO 13485, с более чем 15-летним опытом в области обработки на станках с ЧПУ, MIM и других областях, предоставляет инженерную глубину, дисциплину процессов и инфраструктуру качества, необходимые для успеха.
Мы не просто производим детали; мы проектируем интерфейсы, где точные технологии встречаются с человеческим здоровьем.
Готовы начать свой следующий проект по микроточной обработке? Свяжитесь с нашими инженерами сегодня, чтобы воплотить ваши индивидуальные потребности в обработке в реальность прямо сейчас!












Делиться:
Как электроэрозионная обработка (ЭЭО) обеспечивает высокоточное производство пресс-форм для MIM
Литье под давлением нержавеющей стали: Краткое 5-минутное руководство по оценке