
Практическое руководство по деталям, изготовленным методом литья под давлением металлов (MIM), литья под давлением керамики (CIM) и порошковой металлургии
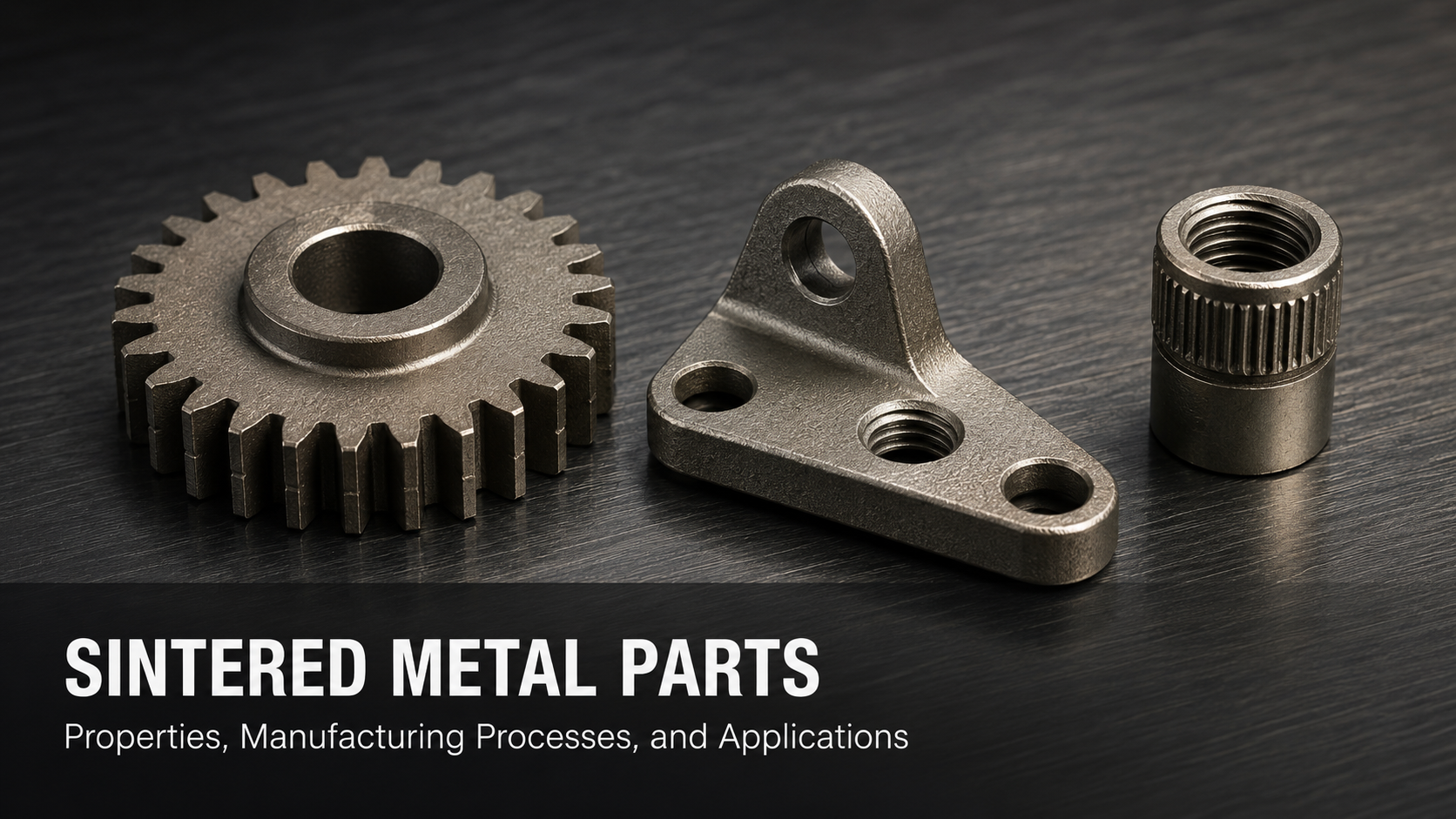
Спекание — это высокотемпературный производственный процесс, который связывает частицы порошка без полного расплавления материала. Он широко используется в литье под давлением металлов, литье под давлением керамики и порошковой металлургии для превращения хрупкой детали на основе порошка в прочный, плотный и функциональный компонент.
Проще говоря, спекание придает детали, сформированной из порошка, окончательную прочность, плотность, стабильность размеров и эксплуатационные характеристики материала.
Перед спеканием спрессованная или формованная порошковая деталь может уже иметь необходимую форму. Однако она все еще пористая, слабая и не готова к реальному использованию. Во время спекания деталь нагревается в контролируемой среде печи. Частицы порошка связываются, поры уменьшаются, плотность увеличивается, и деталь становится намного прочнее.
Для нестандартных деталей MIM, CIM и деталей порошковой металлургии спекание является одним из наиболее важных этапов производства. Оно напрямую влияет на конечный размер, усадку, механическую прочность, твердость, пористость, состояние поверхности и стабильность партии.
Это руководство объясняет, что такое спекание, как работает процесс спекания, почему оно важно в производстве MIM и CIM, и что инженеры должны учитывать при проектировании нестандартных спеченных деталей.
Что такое спекание?
Спекание — это процесс нагрева порошкового материала до температуры ниже его точки плавления, чтобы частицы порошка связались.
Материал обычно не превращается в полностью жидкий расплав. Вместо этого атомы перемещаются по контактным точкам между частицами порошка. Эти контактные точки становятся прочнее, поры уменьшаются, и деталь становится плотнее.
Спекание обычно используется для:
-
Деталей, изготовленных методом литья металлов под давлением
-
Деталей, изготовленных методом литья керамики под давлением
-
Деталей порошковой металлургии
-
Спеченных металлических фильтров
-
Вольфрамовых и молибденовых деталей
-
Твердосплавных инструментов и изнашиваемых деталей
-
Передовых керамических компонентов
-
Пористых металлических компонентов
Процесс особенно полезен для материалов, которые трудно или дорого лить, ковать или обрабатывать из сплошного прутка. Он также позволяет производителям изготавливать сложные мелкие детали с хорошей повторяемостью.
Как работает процесс спекания
Процесс спекания может выглядеть простым со стороны. Деталь входит в печь, проходит цикл нагрева и выходит более прочной. Но внутри детали происходит несколько важных изменений на уровне частиц.
Связывание частиц
В начале спекания частицы порошка соприкасаются друг с другом во многих мелких контактных точках. По мере повышения температуры атомы начинают перемещаться по этим контактным областям. Это создает более прочные связи между частицами.
Образование шейки
По мере продолжения связывания между соседними частицами образуются небольшие «шейки». Эти шейки растут во время цикла спекания и помогают детали набирать прочность.
Это одно из ключевых отличий между рыхлым порошковым компактом и спеченной деталью. Частицы больше не только спрессованы вместе. Они соединены прочными связями.
Уплотнение
Во время спекания поры внутри детали уменьшаются. Во многих приложениях более высокая плотность означает лучшую прочность, твердость, коррозионную стойкость и усталостную прочность.
Однако не каждая спеченная деталь должна быть полностью плотной. Некоторые компоненты намеренно изготавливаются с контролируемой пористостью, например, фильтры, подшипники или детали для регулирования потока.
Усадка
Спеченные детали обычно дают усадку во время процесса. Это нормально и ожидаемо. В MIM и CIM усадка особенно важна, потому что формованная зеленая деталь намеренно больше, чем конечная деталь.
Оснастка, исходный материал, удаление связующего, профиль печи и метод поддержки — все это влияет на конечную усадку. Хороший контроль спекания необходим для стабильных размеров.
Рост зерен
Если температура слишком высока или время выдержки слишком велико, рост зерен может стать чрезмерным. Это может повлиять на прочность, вязкость и стабильность размеров. Для высокопроизводительных деталей цикл спекания должен тщательно контролироваться.

Спекание против плавления
Спекание отличается от плавления.
При плавлении материал нагревается до тех пор, пока он не станет жидким. При спекании материал нагревается ниже своей точки плавления, так что частицы порошка связываются, в то время как деталь в целом сохраняет свою общую форму.
Это различие важно для материалов с высокими температурами плавления, таких как вольфрам, молибден, карбид вольфрама, оксид алюминия, диоксид циркония и другие передовые керамические материалы. Вместо полного расплавления этих материалов производители могут использовать порошковое формование и спекание для производства плотных, высокопроизводительных деталей.
Для деталей MIM и CIM спекание также позволяет производить сложные формы из тонких металлических или керамических порошков. Формованная деталь имеет увеличенный размер до спекания и сжимается до конечных размеров во время цикла печи.

Почему спекание имеет решающее значение в литье металлов под давлением
При литье металлов под давлением спекание — это этап, который превращает деталь из формовочной массы в конечный металлический компонент.
Процесс MIM обычно включает четыре основных этапа:
-
Подготовка сырья
-
Литье под давлением
-
Удаление связующего
-
Спекание
После литья под давлением зеленая деталь содержит металлический порошок и связующее. После удаления связующего большая часть связующего удаляется, но коричневая деталь все еще хрупкая и пористая.
Во время спекания коричневая деталь нагревается в контролируемой атмосфере. Частицы металла связываются путем диффузии, поры уменьшаются, плотность увеличивается, и деталь сжимается до своего конечного размера.
Эта усадка ожидаема и должна учитываться при проектировании оснастки. Форма MIM не создает непосредственно окончательный размер металла. Она создает увеличенную зеленую деталь, которая должна предсказуемо сжиматься во время удаления связующего и спекания.
По этой причине контроль спекания тесно связан с точностью размеров, плотностью, прочностью, твердостью, качеством поверхности и стабильностью производства.

Для нестандартных деталей MIM спекание — это не только процесс печи. Это часть полного инженерного контроля от выбора материала и проектирования оснастки до удаления связующего, поддержки, контроля и окончательного утверждения качества.
Спекание при литье керамики под давлением
Спекание также имеет решающее значение при литье керамики под давлением.
В CIM керамический порошок смешивается со связующим и формуется в сложные формы. После удаления связующего коричневая керамическая деталь спекается при высокой температуре. Частицы керамики связываются, пористость уменьшается, и деталь становится твердой, плотной и износостойкой.
Обычные материалы CIM включают оксид алюминия, диоксид циркония, нитрид кремния и другие технические керамические материалы. Эти материалы часто используются, когда деталь нуждается в высокой твердости, электрической изоляции, коррозионной стойкости, износостойкости или стабильности при высоких температурах.
Спекание CIM требует тщательного контроля, потому что керамические детали могут быть чувствительны к усадке, растрескиванию и деформации. Равномерный нагрев, правильная поддержка и стабильное качество порошка важны для точности конечной детали.
Распространенные виды спекания
Существует несколько видов спекания. Правильный метод зависит от материала, требований к плотности, конструкции детали, целевой стоимости и конечного применения.
Твердофазное спекание
Твердофазное спекание происходит ниже температуры плавления основного материала. Жидкая фаза не образуется. Связывание частиц и уплотнение происходят в основном за счет диффузии.
Этот метод широко используется для многих металлов и керамики.
Жидкофазное спекание
При жидкофазном спекании во время процесса образуется небольшое количество жидкой фазы. Эта жидкость помогает частицам перестраиваться и улучшает уплотнение.
Этот метод распространен в цементированных карбидах, тяжелых вольфрамовых сплавах и некоторых специальных материалах порошковой металлургии.
Беспрессовое спекание
Беспрессовое спекание проводится в печи без применения внешнего механического давления. Оно широко используется, поскольку подходит для серийного производства и различных форм деталей.
Горячее изостатическое прессование
Горячее изостатическое прессование, или HIP, использует высокую температуру и высокое давление для уменьшения внутренней пористости и увеличения плотности. Оно часто используется для высокопроизводительных деталей, требующих повышенной усталостной прочности, стойкости к давлению или структурной надежности.
HIP обычно дороже стандартного спекания в печи, поэтому оно выбирается в зависимости от требований к производительности.
Искровое плазменное спекание
Искровое плазменное спекание, или SPS, использует электрический ток и давление для быстрого нагрева и уплотнения порошковых материалов. Оно часто используется для исследований, передовых материалов и специальных применений.
Это не самый распространенный метод для стандартного производства MIM, но он важен в переработке порошков.

Распространенные материалы, используемые для спеченных деталей
Многие металлы и керамика могут быть обработаны спеканием. Выбор материала зависит от прочности, коррозионной стойкости, твердости, магнитных характеристик, износостойкости, термостойкости и стоимости.
Нержавеющая сталь
Нержавеющая сталь является одним из наиболее распространенных материалов для деталей MIM. Обычные марки включают 316L, 17-4PH, 304, 420 и 440C. Детали MIM из нержавеющей стали используются в медицинских приборах, инструментах, замках, бытовой электронике, промышленных деталях и точных механических узлах.
Низколегированная сталь
Низколегированные стали используются, когда важны прочность, износостойкость и контроль затрат. Они могут быть термообработаны после спекания для улучшения твердости и механических характеристик.
Вольфрам и тяжелые сплавы
Вольфрам и тяжелые вольфрамовые сплавы трудно обрабатывать обычными методами плавления из-за их высокой температуры плавления. Для этих материалов обычно используются порошковая металлургия и спекание.
Они используются в противовесах, радиационной защите, деталях для гашения вибрации и компонентах высокой плотности.
Титан
Спеченные титановые детали используются, когда важны малый вес, прочность и коррозионная стойкость. Титан требует тщательного контроля атмосферы во время спекания, потому что он чувствителен к кислороду и загрязнениям.
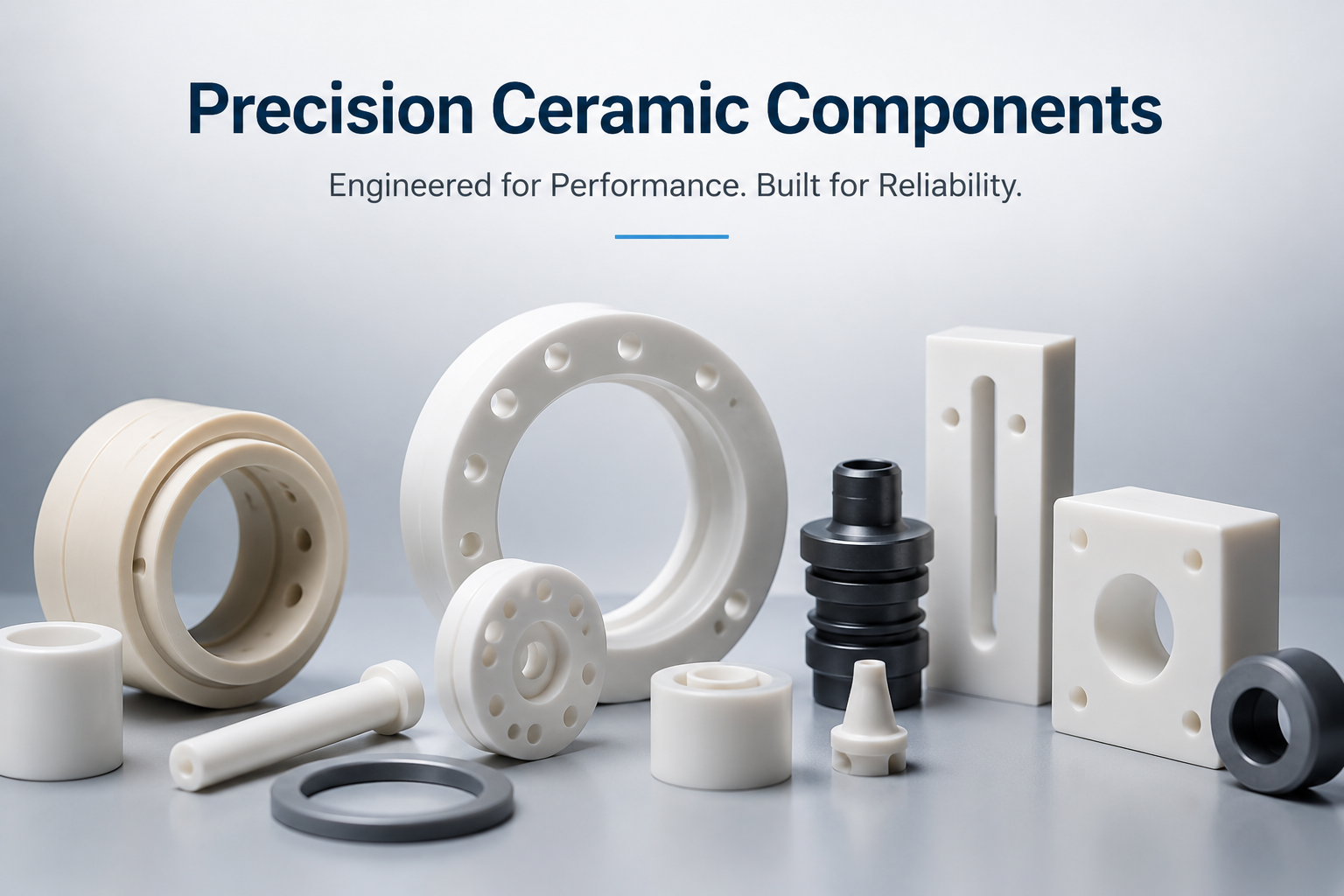
Передовая керамика
Оксид алюминия, диоксид циркония, нитрид кремния и другая керамика часто спекаются для достижения высокой твердости, износостойкости, электрической изоляции и химической стабильности.
Спеченные керамические детали используются в медицинских, электронных, оптических, гидравлических и промышленных применениях.

Распространенные дефекты спекания
Дефекты спекания могут влиять на прочность, внешний вид, размеры и надежность детали. Понимание этих дефектов помогает инженерам улучшать конструкцию и стабильность производства.
Деформация
Деформация происходит, когда деталь деформируется во время спекания. Это может быть вызвано неравномерной усадкой, плохой опорой, неравномерной толщиной стенок, гравитацией или неподходящим профилем печи.
Тонкие стенки, длинные незакрепленные участки и асимметричные формы более подвержены деформации.
Растрескивание
Растрескивание может происходить во время удаления связующего, нагрева, охлаждения или спекания. Причинами могут быть застрявшее связующее, быстрый нагрев, внутреннее напряжение, резкие переходы или плохое распределение материала.
Хороший дизайн и контроль удаления связующего важны для снижения риска растрескивания.
Пористость
Некоторая пористость является нормой для многих спеченных деталей. Однако чрезмерная пористость может снизить прочность, твердость, коррозионную стойкость и герметичность.
Требования к плотности должны обсуждаться на ранних этапах, особенно для конструкционных или герметизирующих применений.
Вспучивание
Вспучивание может происходить, когда газ задерживается внутри детали и не может должным образом выйти. Это может быть связано с удалением связующего, скоростью нагрева, качеством сырья или геометрией детали.
Окисление
Окисление может происходить, когда атмосфера печи не подходит для материала. Для нержавеющей стали, титана и других чувствительных материалов контроль атмосферы очень важен.

Особенности проектирования спеченных деталей
Спеченные детали отличаются от деталей, обработанных на станках с ЧПУ, литых деталей и кованых деталей. При проектировании необходимо учитывать усадку, поддержку, толщину стенок, текучесть порошка и последующую обработку.
Равномерная толщина стенок
Равномерная толщина стенок помогает уменьшить неравномерную усадку и деформацию. Большие изменения толщины стенок могут создавать напряжения и различия в плотности во время спекания.
Избегайте острых углов
Острые внутренние углы могут увеличить концентрацию напряжений и риск растрескивания. Добавление соответствующих радиусов может улучшить прочность и технологичность.
Учитывайте усадку на ранней стадии
Для деталей MIM и CIM усадка должна учитываться на этапе оснастки. Полость пресс-формы больше, чем конечная деталь. Скорость усадки зависит от материала, сырья, геометрии детали и условий спекания.
Поддержка во время спекания
Некоторые детали нуждаются в керамических подложках, опорах или специальных приспособлениях во время спекания. Это особенно важно для тонких, длинных или асимметричных деталей.
Когда следует выбирать спеченные детали?
Спекание подходит, когда конструкция детали, материал и количество соответствуют преимуществам процесса.
Вы можете рассмотреть спеченные детали, когда:
-
Деталь маленького или среднего размера
-
Геометрия сложная
-
Материал трудно обрабатывается
-
Требуется крупносерийное производство
-
Важно хорошее использование материала
-
Деталь требует высокой твердости или износостойкости
-
Деталь имеет мелкие детали, которые трудно изготовить механической обработкой
-
Проект нуждается в стабильной повторяемости после утверждения оснастки
Для простых малосерийных деталей механическая обработка на станках с ЧПУ все еще может быть быстрее и экономичнее. Для сложных крупносерийных металлических или керамических деталей MIM или CIM могут быть хорошим вариантом.
Изготовление нестандартных спеченных деталей
MIM Supplier предоставляет поддержку в производстве нестандартных деталей MIM, CIM и компонентов порошковой металлургии. Мы помогаем клиентам просматривать чертежи, варианты материалов, допуски, риски усадки, требования к обработке поверхности и методы контроля.
Для нестандартных спеченных деталей важен ранний технический анализ. Небольшое изменение конструкции может снизить риски, связанные с оснасткой, улучшить стабильность спекания или снизить производственные затраты.
Мы можем поддерживать детали, используемые в:
-
Медицинских приборах
-
Бытовой электронике
-
Автомобильных компонентах
-
Промышленном оборудовании
-
Оптических и прецизионных приборах
-
Деталях для регулирования потока
-
Компонентах замков и фурнитуры
-
Износостойких деталях
-
Малых структурных металлических компонентах
-
Передовых керамических компонентах
В зависимости от проекта, мы также можем поддерживать вторичные процессы, такие как механическая обработка на станках с ЧПУ, шлифовка, термообработка, полировка, пассивация, покрытие, нанесение покрытий и контроль качества.
Информация, необходимая для расчета стоимости спеченных деталей
Для подготовки точного расчета, пожалуйста, предоставьте следующую информацию, когда это возможно:
-
2D чертеж с допусками
-
3D модель в формате STEP, STP, IGS, X_T или аналогичном
-
Марка материала
-
Количество для прототипа и производства
-
Требования к обработке поверхности
-
Требования к термообработке
-
Критические размеры
-
Требования к контролю
-
Применение или рабочая среда
-
Особые требования, такие как твердость, плотность, коррозионная стойкость или герметичность
Если вы не уверены, что MIM, CIM, порошковая металлургия или механическая обработка на станках с ЧПУ лучше подходят для вашей детали, наша инженерная команда может просмотреть чертеж и предложить подходящий метод производства.
Часто задаваемые вопросы
Что такое спекание простыми словами?
Спекание — это процесс нагрева порошкового материала ниже его точки плавления, чтобы частицы связались. Он делает деталь прочнее, плотнее и стабильнее.
Спекание и плавление — это одно и то же?
Нет. Плавление превращает материал в жидкость. Спекание связывает частицы порошка без полного расплавления основного материала. Это помогает детали сохранять свою форму во время процесса в печи.
Почему детали MIM дают усадку во время спекания?
Детали MIM дают усадку, потому что поры уменьшаются, а частицы металла сближаются во время спекания. Эта усадка ожидаема и должна быть рассчитана при проектировании пресс-формы.
Какие материалы можно спекать?
Многие металлы и керамика могут быть спечены, включая нержавеющую сталь, низколегированную сталь, вольфрамовые сплавы, титан, оксид алюминия, диоксид циркония, нитрид кремния и другие порошковые материалы.
Можно ли обрабатывать спеченные детали после спекания?
Да. Некоторые спеченные детали могут быть обработаны, отшлифованы, нарезаны резьбой, отполированы, покрыты гальваническим покрытием, термообработаны или покрыты после спекания. Вторичные операции зависят от материала, допуска и конечного применения.
Вывод
Спекание является ключевым процессом в литье металлов под давлением, литье керамики под давлением и порошковой металлургии. Оно связывает частицы порошка, уменьшает пористость, увеличивает плотность и придает детали окончательную прочность и производительность.
Для изготовленных на заказ спеченных деталей контроль спекания влияет на усадку, точность размеров, механические свойства, качество поверхности и стабильность производства. Хороший дизайн должен учитывать выбор материала, толщину стенок, усадку, метод поддержки, допуск и последующую обработку с самого начала.
Если вам нужны детали MIM, CIM или порошковой металлургии на заказ, отправьте нам свои 2D-чертежи, 3D-файлы, требования к материалам, количество и сведения о применении. Наша команда может рассмотреть ваш проект и порекомендовать подходящее производственное решение.









Делиться:
Полное руководство по деталям из карбида вольфрама, полученным методом MIM
Изделия из керамики, изготовленные литьем под давлением: материалы, процесс и применение