


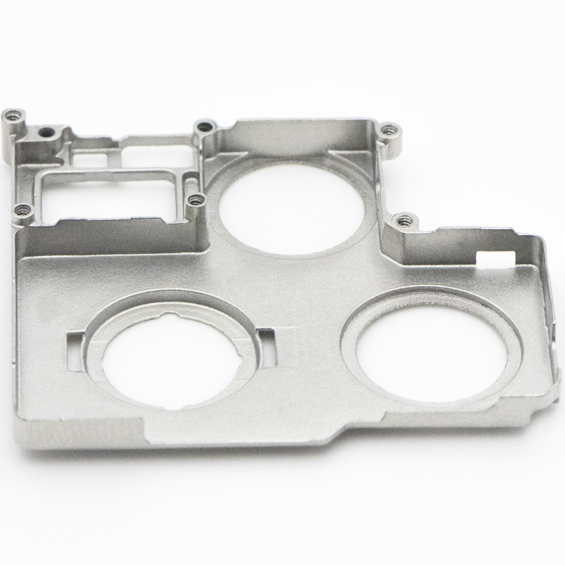









Детали для литья под давлением из алюминиевого сплава
Литье металла под давлением (MIM) заключается в равномерном смешивании порошка и связующего, затем гранулировании смеси через гранулятор, а затем впрыскивании ее в полость формы для получения желаемой формы. Смешанный расплав имеет хорошую текучесть после нагрева, что способствует формованию изделия во время литья под давлением и поддерживает однородность плотности изделия. Сформированные изделия также необходимо обезжирить, а затем поместить в агломерационную печь для спекания. Некоторые продукты также требуют некоторой последующей обработки, такой как нарезание резьбы, полировка и покрытие.
Однако при использовании алюминия возникают проблемы, поскольку оксидный слой вокруг частиц алюминия можно удалить только при чрезвычайно высоких температурах. В то же время температура плавления алюминия относительно низкая, что ограничивает максимальную температуру спекания. Поэтому невозможно удалить оксидный слой с алюминиевого порошка до того, как весь металл расплавится.
Связующий материал, который связывает металлические порошки в сырье МИМ, также удаляется путем термообработки, которая происходит только при повышении температуры. Перекрытие температурных диапазонов удаления связующего и спекания означает, что если алюминий обрабатывается теми же методами, что и другие металлы, остатки связующего будут включены в спеченную заготовку.
Решение этой проблемы сейчас успешно найдено. Ключевым моментом является создание правильной атмосферы в печи для спекания. Среду с низким содержанием кислорода обычно используют для предотвращения полного окисления металлических порошков. Напротив, для алюминия полезна атмосфера, богатая кислородом. Частицы имеют очень толстый слой оксида алюминия, который предотвращает полное окисление частиц. В то же время кислород способствует сжиганию углеродистой составляющей связующего материала.
После первого этапа кислородную атмосферу заменяют азотом и температуру еще больше повышают. При дополнительной помощи магния слой оксида алюминия со временем разрушается и восстанавливается. Возникает жидкая фаза, и частицы алюминия спекаются с образованием твердых металлических листов. Этот метод позволяет разделить два этапа обработки; удаление остатков углерода и спекание частиц алюминия, что позволяет завершить оба этапа с первого раза.
Процесс литья под давлением порошка алюминиевого сплава позволяет создавать сложные формы, которые либо невозможно получить другим способом, либо для достижения которых требуются значительные усилия. Алюминиевый порошок относительно дешев, а это означает, что даже крупные компоненты, соответствующие стандартам MIM, можно производить по разумной цене. Поэтому при крупносерийном производстве ожидается экономия материалов и веса до 50% по сравнению с традиционным производством.
Эта передовая технология подходит для производства большого количества сложных деталей, в том числе некоторых чрезвычайно сложных трехмерных форм, а производимая продукция не требует механической обработки или требует лишь небольшого объема обработки, что снижает производственные затраты и повышает эффективность производства. . Эффективность работы.
Если у вас есть вопросы, вы всегда можете связаться с нами. Мы ответим вам как можно скорее, в течение 24 часов в будние и выходные дни.
Поддержка клиентов
Ваше удовлетворение — наш приоритет.
Мы предлагаем комплексную пожизненную техническую поддержку и гарантийное обслуживание .
Связаться с нами
WhatsApp: +86 180 0255 3024
Электронная почта: market@mim-supplier.com
Информация о доставке
Обычно мы отправляем вам образцы через DHL, FedEx или UPS.
Оптовые грузы будут доставляться морем для экономии транспортных расходов.
Часто задаваемые вопросы
Какие материалы вы предоставляете?
Мы предлагаем широкий ассортимент материалов для порошковой металлургии.
MIM: нержавеющая сталь 304 316 420 17-4, титановые сплавы TC4 TA2, никель-хром-железные сплавы AISI 310S
Процесс CIM: цирконий, оксид алюминия, нитрид кремния, карбид кремния и нитрид алюминия
Наша команда по исследованиям и разработкам может разработать индивидуальные материалы, отвечающие конкретным требованиям вашего применения.