

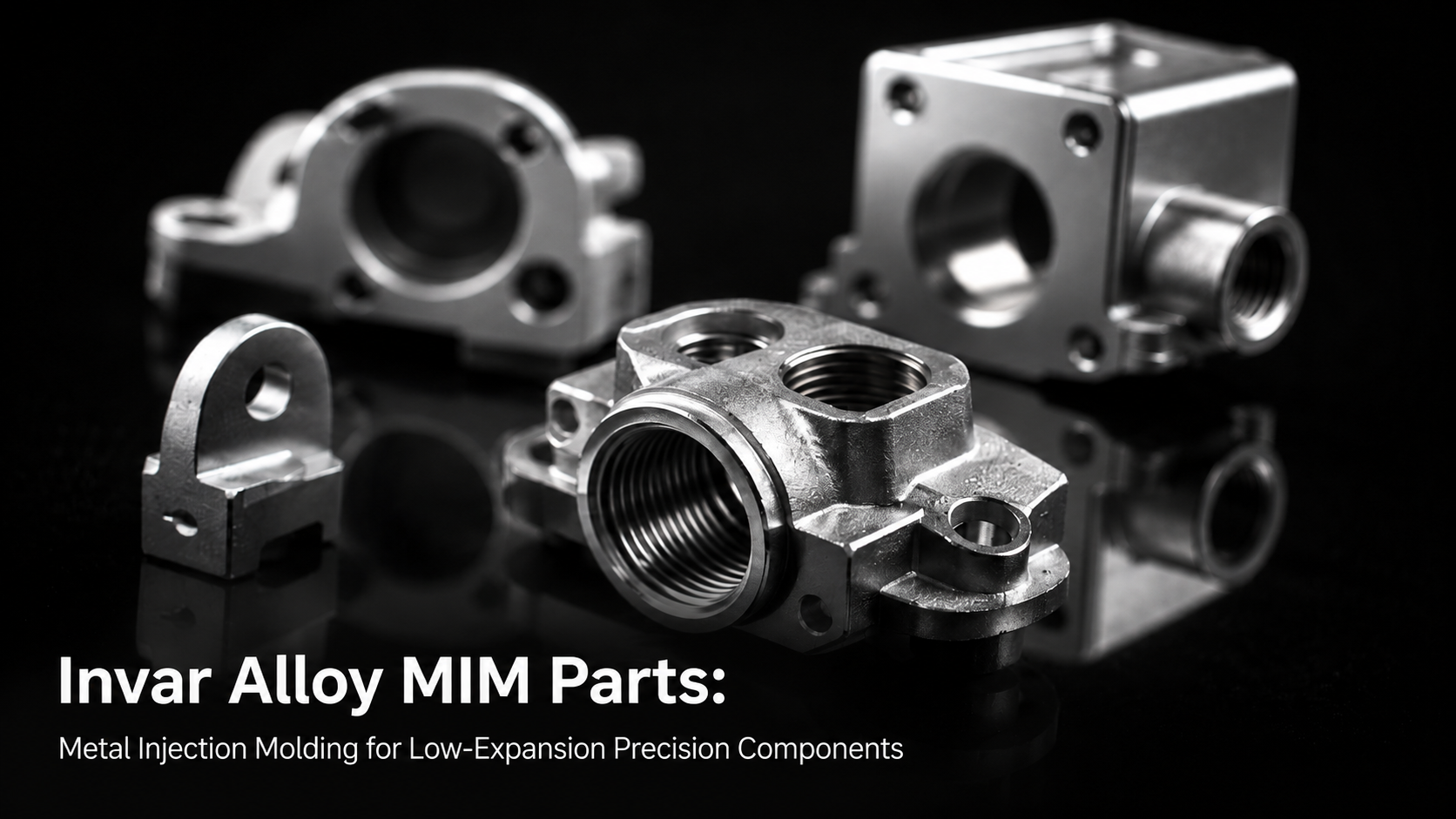
En comparación con otros procesos de conformado de metales, como el estampado de chapa metálica, MIM puede formar piezas con formas geométricas muy complejas.
En términos generales, MIM también puede completar la estructura de piezas complejas que se pueden realizar mediante moldeo por inyección de plástico.
Al aplicar esta característica, MIM tiene la oportunidad de fusionar múltiples piezas originalmente procesadas por otro moldeo de metal en una sola pieza, simplificar el diseño del producto, reducir la cantidad de piezas y, por lo tanto, reducir el costo de ensamblaje del producto.
Alta tasa de utilización de material El moldeo MIM es un proceso de formación casi neto, y sus piezas y sus formas están cerca de la forma del producto final, con una alta tasa de utilización de material, lo que es particularmente importante para la pérdida de procesamiento de metales preciosos.
Microestructura uniforme, alta densidad y buen rendimiento de las piezas. MIM es un proceso de conformado por fluido. La presencia de adhesivo garantiza la disposición uniforme del polvo, eliminando así la microestructura desigual de la pieza en bruto, y luego la densidad del producto sinterizado puede alcanzar la densidad teórica de su material.
En términos generales, el MIM puede alcanzar entre el 95 % y el 99 % de la densidad teórica. La alta densidad puede aumentar la resistencia, la tenacidad, la ductilidad, la conductividad eléctrica y la conductividad térmica de las piezas MIM y mejorar las propiedades magnéticas.

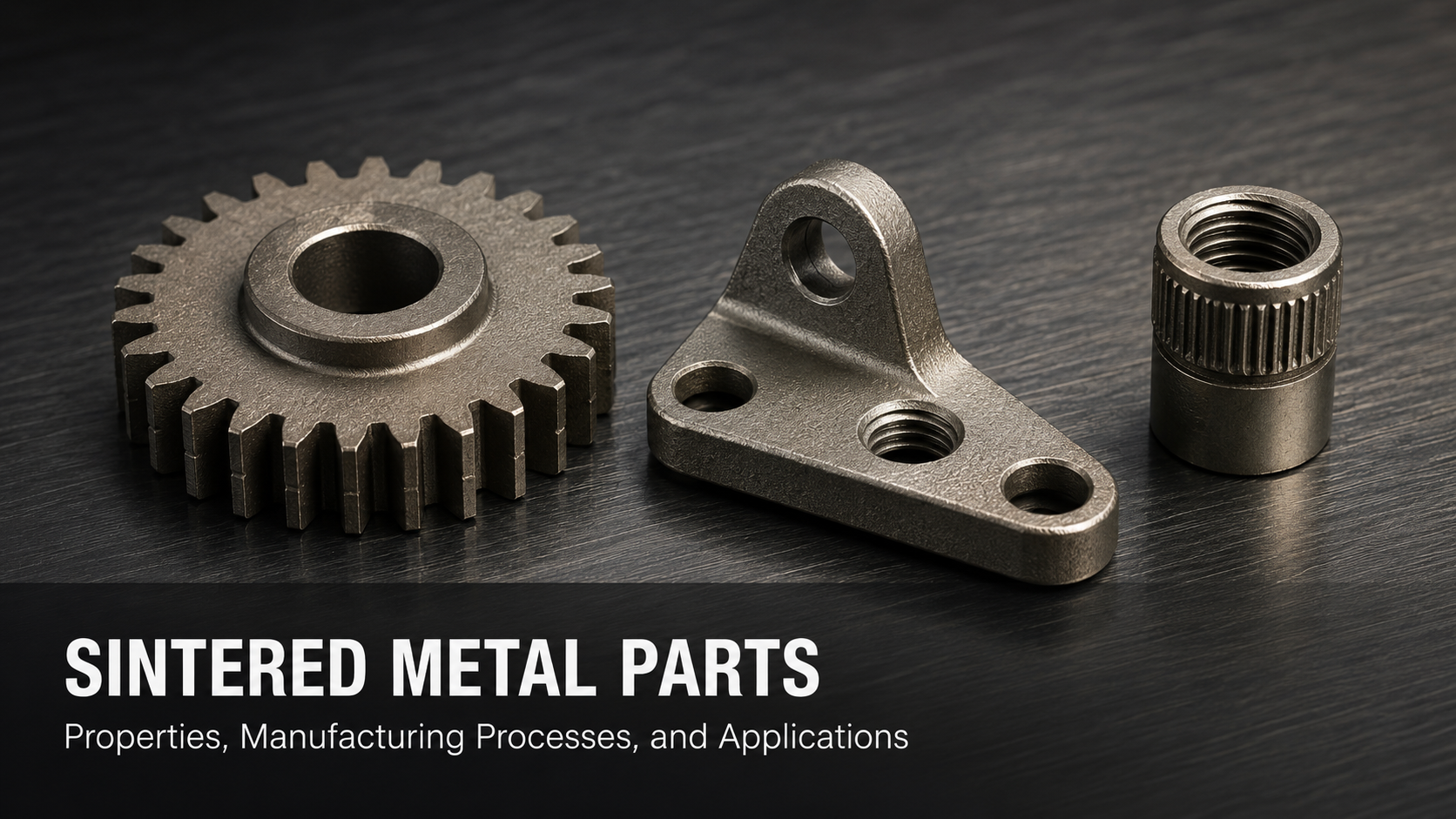
La densidad de las piezas prensadas mediante el moldeo tradicional de polvos solo puede alcanzar el 85% de la densidad teórica como máximo. Esto se debe principalmente a la fricción entre la pared del molde y el polvo y entre los polvos, lo que hace que la presión de prensado se distribuya de manera desigual, lo que da como resultado una microestructura desigual de la pieza en bruto prensada. Esto hará que las piezas prensadas de metalurgia de polvos se encojan de manera desigual durante el proceso de sinterización, por lo que la temperatura de sinterización debe reducirse para reducir este efecto, lo que da como resultado una gran porosidad, una densidad de material deficiente y una baja densidad del producto, lo que afecta gravemente las propiedades mecánicas de las piezas.
Alta eficiencia, fácil de lograr producción en masa y a gran escala. MIM utiliza máquinas de moldeo por inyección para moldear productos ecológicos, lo que mejora enormemente la eficiencia del consumo y es adecuado para la producción en masa. Al mismo tiempo, la consistencia y repetibilidad de los productos moldeados por inyección son buenas, lo que proporciona una garantía para la producción industrial en masa y a gran escala.

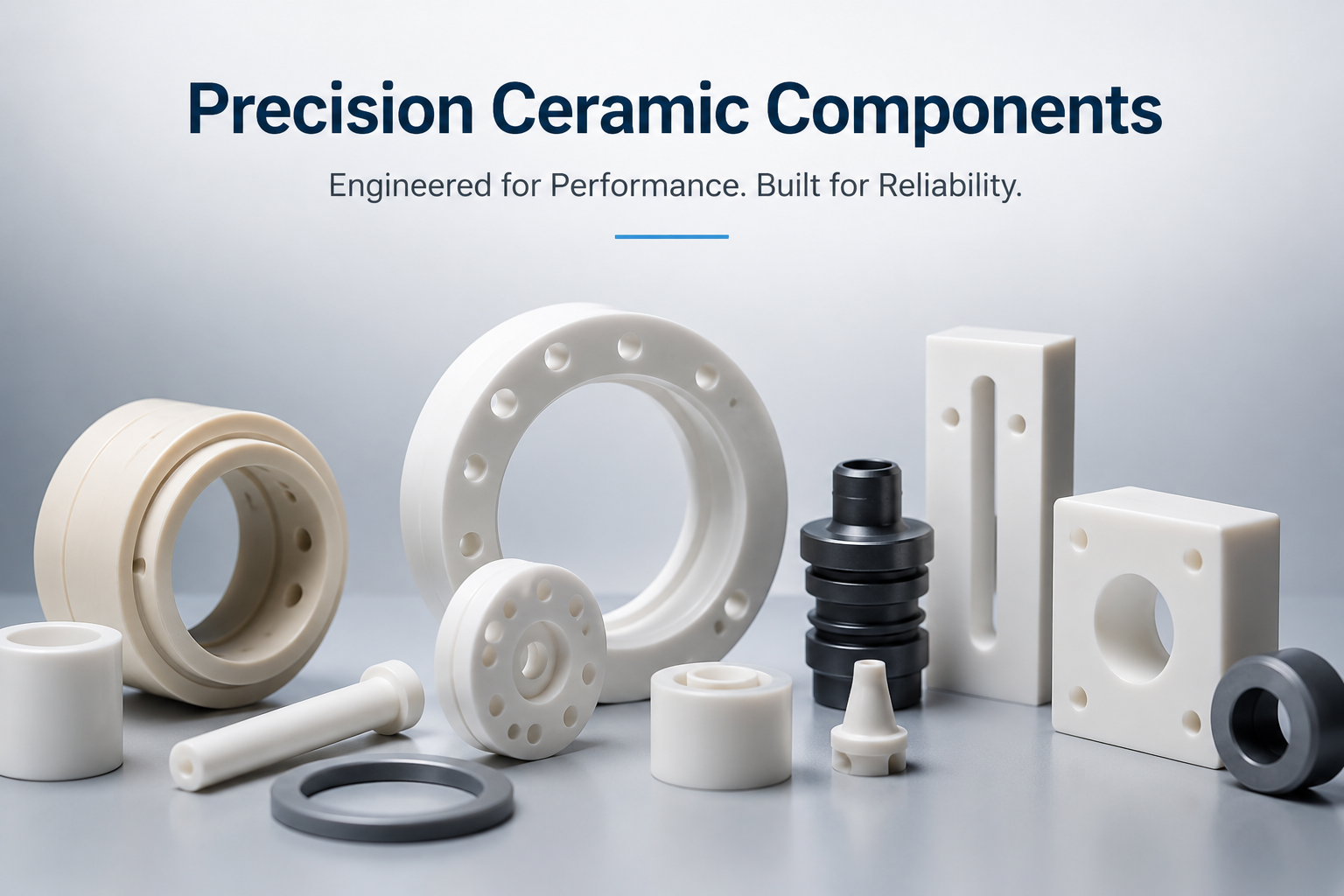
Amplia gama de materiales aplicables y amplios campos de aplicación. Los materiales metálicos adecuados para MIM son muy comunes. En principio, cualquier material en polvo que pueda fundirse a alta temperatura puede convertirse en piezas mediante el proceso MIM, incluidos los materiales difíciles de procesar y los materiales con alto punto de fusión en los procesos de fabricación tradicionales. Los materiales metálicos que pueden procesarse mediante MIM incluyen acero de baja aleación, acero inoxidable, acero para herramientas, aleación a base de níquel, aleación de tungsteno, carburo cementado, aleación de titanio, material magnético, aleación Kovar, cerámica de precisión, etc.
Además, MIM también puede realizar investigaciones de fórmulas de materiales según los requisitos del usuario, fabricar materiales de aleación de combinaciones arbitrarias y moldear materiales compuestos en piezas. El moldeo MIM de aleaciones no ferrosas de aluminio y cobre es técnicamente factible, pero generalmente se procesa mediante otros métodos más económicos, como la fundición a presión o el mecanizado.









Compartir:
Proceso de forjado en polvo: importante proceso de formación de piezas mecánicas con forma casi neta
¿Qué piezas son adecuadas para el proceso MIM?