
В конце прошлого века за рубежом был успешно разработан новый процесс формования металла из пластика, порошковая ковка. Она выковала автомобильные дифференциальные планетарные передачи и поковки шатунов, а также построила первую производственную линию порошковой ковки. Это конкурентоспособный метод обработки металла без резки, разработанный путем органического объединения традиционной технологии порошковой металлургии с точной ковкой. Используя металлический порошок в качестве сырья, его предварительно формуют и прессуют в защитной атмосфере, нагревают и спекают в качестве ковочной заготовки и одновременно куют на прессе, чтобы добиться точной штамповки без облоя и получить точные поковки с той же плотностью и сложной формой, что и обычная штамповка.

Порошковая ковка — это процесс, который объединяет порошковую металлургию и точную штамповку, чтобы в полной мере использовать преимущества обоих. Он позволяет массово производить высококачественные, высокоточные и сложные по форме структурные детали с меньшими затратами и более высокой эффективностью производства. Процесс порошковой ковки широко признан почти во всех индустриальных странах
Он не только обладает преимуществами хорошей производительности формовки порошковой металлургии, но и играет роль деформации ковки в изменении организации и производительности металлических материалов, а также совершил новые прорывы в производстве порошковой металлургии и технологии ковки. Это маргинальная профессиональная дисциплина, особенно подходящая для массового производства высокопрочных, сложных по форме структурных деталей. Поэтому она имеет большое значение для продвижения в различных промышленных областях.
Процесс ковки порошка

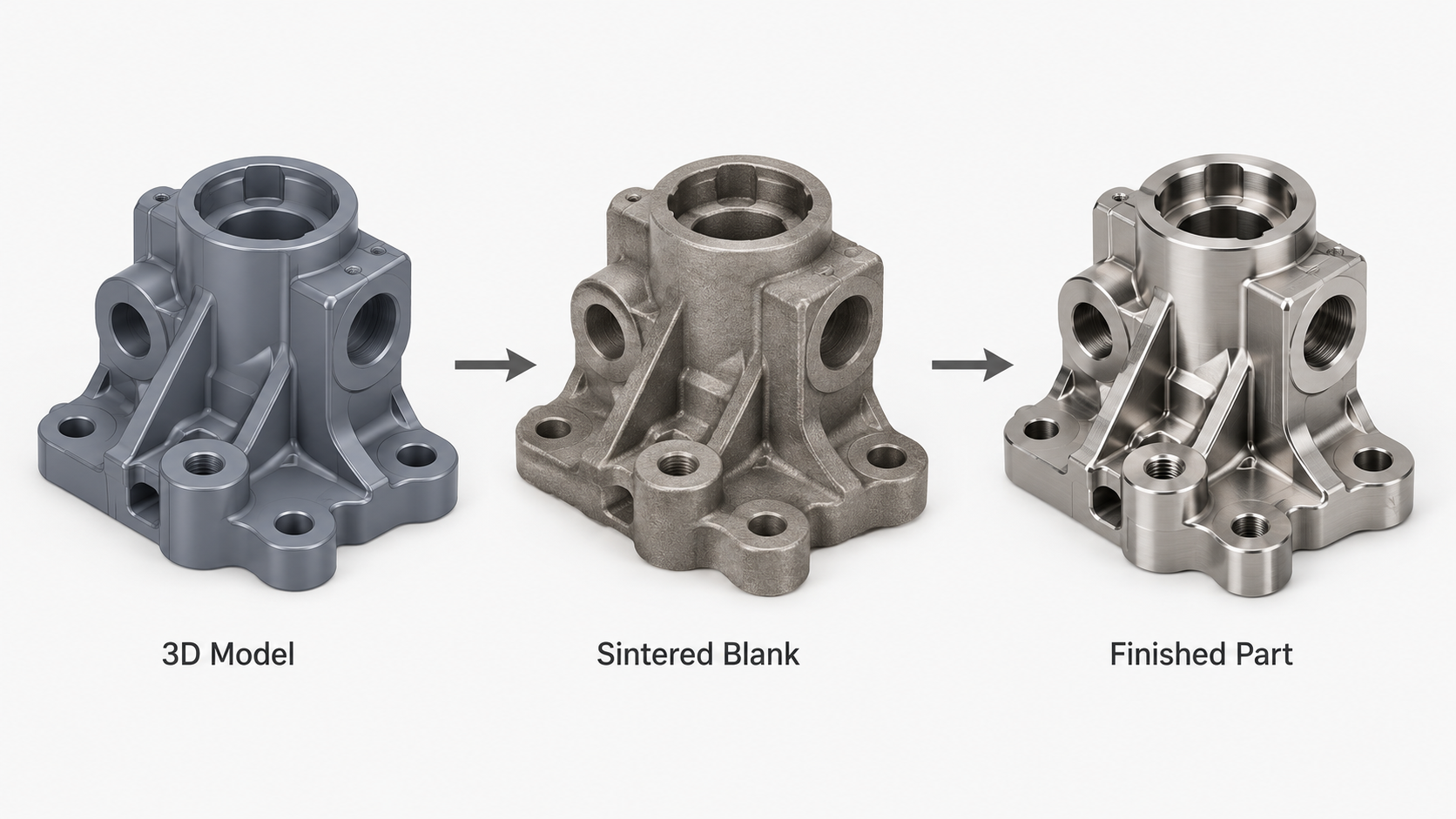
Общий процесс ковки порошка заключается в формировании порошка с соответствующей формулой и смесью таким же образом, как и при изготовлении обычных спеченных деталей, и превращении его в заготовку низкой плотности, которая используется в качестве заготовки для горячей ковки после спекания. Если заготовка содержит смазку, перед спеканием следует добавить процесс удаления смазки. Если она охлаждается после спекания, ее необходимо повторно нагреть перед ковкой. Обычно перед термической обработкой после ковки требуется некоторая степень механической обработки. На протяжении всего процесса весь нагрев осуществляется в антиокислительной защитной атмосфере, за исключением кратковременной ковки.
Общий процесс ковки порошка заключается в формировании порошка с соответствующей формулой и смесью таким же образом, как и при изготовлении обычных спеченных деталей, и превращении его в заготовку низкой плотности, которая используется в качестве заготовки для горячей ковки после спекания. Если заготовка содержит смазку, перед спеканием следует добавить процесс удаления смазки. Если она охлаждается после спекания, ее необходимо повторно нагреть перед ковкой. Обычно перед термической обработкой после ковки требуется некоторая степень механической обработки. В течение всего процесса, за исключением кратковременной ковки, весь нагрев осуществляется в антиокислительной защитной атмосфере.
По сравнению с объемной ковкой порошковая ковка имеет следующие преимущества:

01 Высокий коэффициент использования материала, достигающий более 90%. Коэффициент использования материала при объемной штамповке составляет всего около 50%.
02 Высокие механические свойства. Материал однородный и неанизотропный, с высокой прочностью, пластичностью и ударной вязкостью.
03 Поковки имеют высокую точность и гладкую поверхность, что позволяет сократить объем резки или вообще ее не производить.
04 Высокая производительность. Производительность может достигать 500-1000 штук в час.
05 Низкое давление ковки. Например, для 130 автомобильных дифференциальных планетарных передач ковка заготовки требует давления от 2500 до 3000 кН, тогда как порошковая ковка требует давления всего 800 кН.
06 Может обрабатывать материалы с плохой термопластичностью. Например, высокотемпературные литейные сплавы, которые трудно деформируются, можно использовать для ковки деталей сложной формы методом порошковой ковки.

Процесс ковки порошка развивается очень быстро, и постоянно появляются новые методы обработки. Такие как свободная ковка, ковка гранул, ковка распылением, свободная ковка порошковой оболочки, изотермическая ковка порошка, сверхпластичная штамповка порошка и т. д. Кроме того, существуют и другие методы формования порошка: горячее изостатическое прессование порошка, горячая экструзия порошка, прокатка порошка с качающимся валком, прядение порошка, непрерывная экструзия порошка, прокатка порошка, литье порошка под давлением, взрывная формовка порошка и т. д.








Делиться:
В чем заключается принцип электроискровой обработки?
Введение в процесс электролитического получения железного порошка