Титановый сплав относится к новому типу сплава, полученному путем добавления одного или нескольких других элементов на основе титана. Титан очень активен, и большинство элементов могут взаимодействовать с ним, образуя непрерывные твердые растворы, ограниченные твердые растворы, металлические соединения, ковалентные соединения, ионные соединения и т. д. Легирующие элементы могут оптимизировать их характеристики, изменяя их аллотропные точки перехода и фазовый состав.

01 «Жар» — главная причина, по которой титановые сплавы трудно поддаются обработке.
Сила резания при обработке титанового сплава лишь немного выше, чем у стали той же твердости, однако физическое явление обработки титанового сплава намного сложнее, чем при обработке стали, что делает обработку титанового сплава сложной.
Теплопроводность большинства титановых сплавов очень низкая, всего 1/7 от стали и 1/16 от алюминия. Поэтому тепло, выделяемое при резке титановых сплавов, не будет быстро передаваться заготовке или отводиться стружкой, а будет накапливаться в зоне резания. Возникающая температура может достигать 1000°C и более, что приводит к быстрому износу режущей кромки инструмента, образованию трещин и наростов, а изношенное лезвие будет быстро выделять больше тепла в зоне резания, что еще больше сократит срок службы инструмента.
Высокая температура, возникающая в процессе резки, также нарушает целостность поверхности деталей из титанового сплава, что приводит к снижению геометрической точности деталей и наклепу, что серьезно снижает их усталостную прочность.
Эластичность титановых сплавов может быть полезна для производительности деталей, но в процессе резки упругая деформация заготовки является важной причиной вибрации. Давление резки заставляет «упругую» заготовку покидать инструмент и отскакивать, так что трение между инструментом и заготовкой больше, чем действие резки. Процесс трения также генерирует тепло, что усугубляет плохую теплопроводность титановых сплавов.
Эта проблема становится еще более серьезной при обработке тонкостенных или кольцевых деталей, которые легко деформируются. Нелегко обрабатывать тонкостенные детали из титанового сплава с ожидаемой точностью размеров. Поскольку при отталкивании материала заготовки инструментом локальная деформация тонкой стенки превысила упругий диапазон и вызвала пластическую деформацию, а прочность материала и твердость точки резания значительно возросли. В это время обработка в соответствии с изначально определенной скоростью резания становится слишком высокой, что еще больше приводит к быстрому износу инструмента.
02 Технологические советы по обработке титановых сплавов
На основе понимания механизма обработки титановых сплавов и предыдущего опыта основными технологическими рекомендациями по обработке титановых сплавов являются следующие:
(1) Используйте лезвие с положительной угловой геометрией, чтобы уменьшить силу резания, тепловыделение и деформацию заготовки.
(2) Поддерживайте постоянную подачу, чтобы избежать закалки заготовки. Инструмент должен всегда находиться в состоянии подачи во время процесса резания. Радиальная глубина резания ae во время фрезерования должна составлять 30% от радиуса.
(3) Используйте смазочно-охлаждающую жидкость высокого давления и с высокой скоростью потока, чтобы обеспечить термическую стабильность процесса обработки и предотвратить деформацию поверхности заготовки и повреждение инструмента из-за чрезмерной температуры.
(4) Следите за остротой лезвия. Тупые инструменты являются причиной накопления тепла и износа, что может легко привести к поломке инструмента.
(5) Обрабатывайте титановый сплав в максимально мягком состоянии, поскольку после закалки материал становится более труднообрабатываемым. Термическая обработка увеличивает прочность материала и увеличивает износ лезвия.
(6) Используйте большой радиус кончика или фаску для резки и поместите как можно большую часть лезвия в резку. Это может уменьшить силу резания и нагрев в каждой точке и предотвратить локальные повреждения. При фрезеровании титанового сплава скорость резания оказывает наибольшее влияние на срок службы инструмента vc среди всех параметров резания, за ней следует радиальная глубина резания ae.
03Решите проблемы обработки титана, начав с лезвия
Износ канавок лезвия, возникающий при обработке титанового сплава, представляет собой локальный износ задней и передней части по направлению глубины резания, который часто вызван закаленным слоем, оставшимся от предыдущей обработки. Химическая реакция и диффузия между инструментом и материалом заготовки при температуре обработки, превышающей 800°C, также является одной из причин образования износа канавок. Поскольку во время обработки молекулы титана заготовки скапливаются перед лезвием и «привариваются» к лезвию под высоким давлением и высокой температурой, образуя нарост. Когда нарост отслаивается от лезвия, карбидное покрытие лезвия снимается. Поэтому обработка титанового сплава требует специальных материалов и геометрии лезвия.
04 Конструкция инструмента, подходящая для обработки титана
В центре внимания обработки титанового сплава находится тепло. Большое количество смазочно-охлаждающей жидкости высокого давления должно быть распылено на режущую кромку своевременно и точно, чтобы быстро отвести тепло. На рынке имеются уникальные конструкции фрезы специально для обработки титанового сплава.
Share:
Четыре способа упрочнения металлических материалов
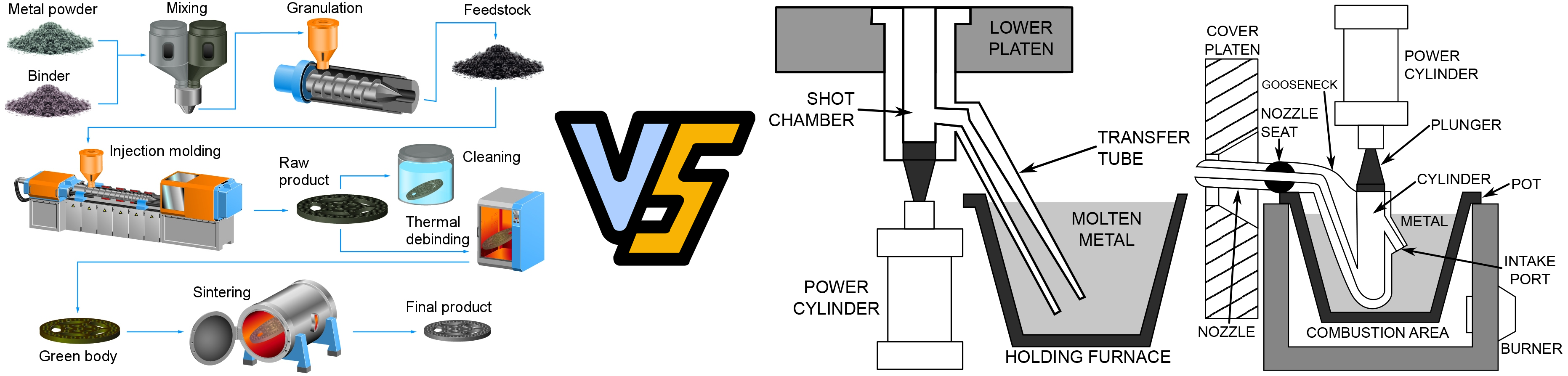
Литье под давлением металлического порошка MIM: применение в 3c Electronics