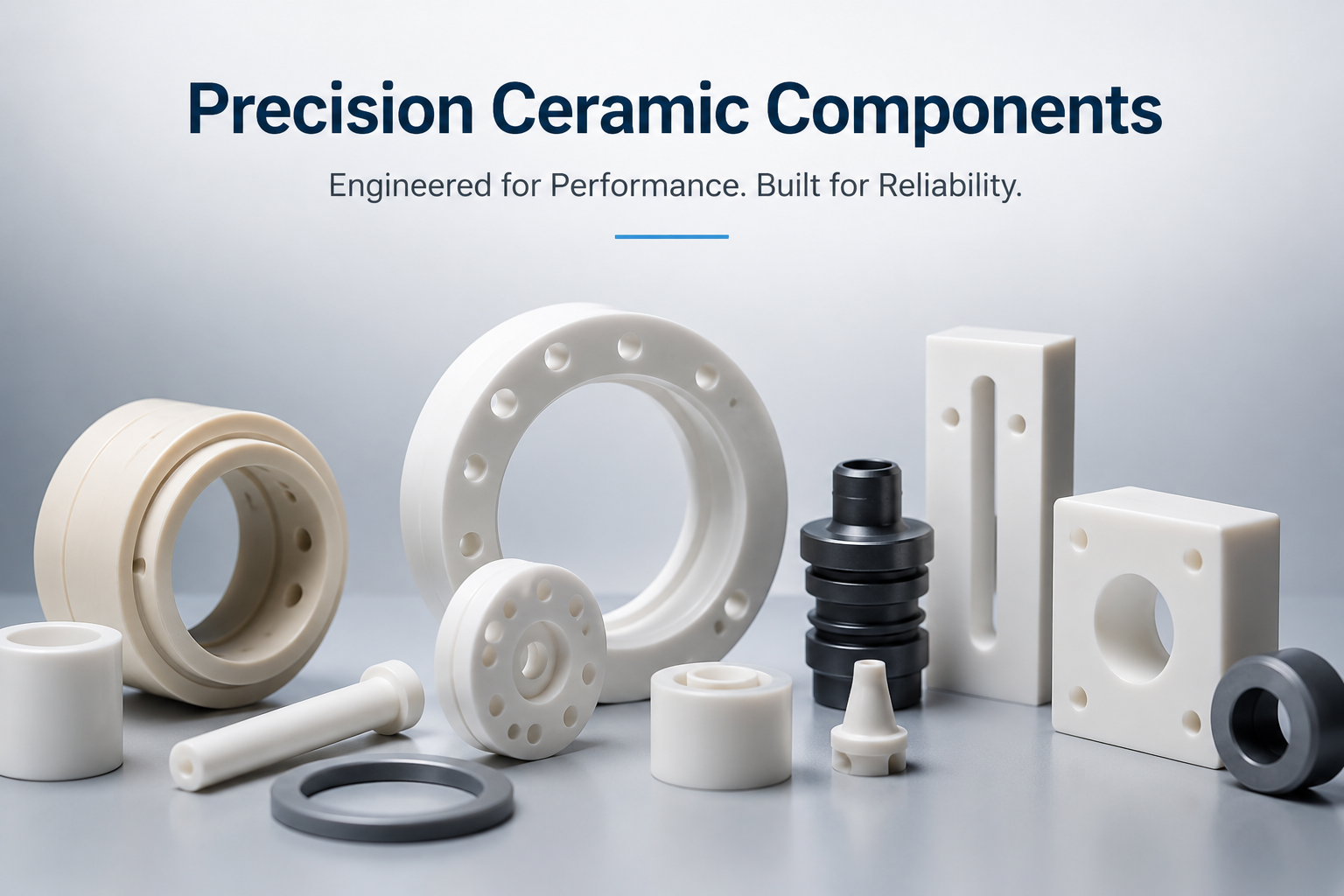
Custom ceramic injection molded parts are usually developed for a specific function, not selected from a standard catalog. In real projects, the discussion is rarely about whether a part should be custom. By the time an engineer or buyer is searching for ceramic injection molding, that decision has already been made.
The real questions are more practical. Is the selected ceramic suitable for the working condition? Is the part geometry realistic for molding and sintering? Which dimensions can be controlled through the CIM process, and which areas should be finished later?
That is why custom CIM projects should be discussed from a manufacturing point of view rather than from a basic process introduction. For most ceramic parts, the challenge is not simply producing the shape. The challenge is producing the right shape with the right material behavior, the right dimensional strategy, and the right finishing plan.
This article focuses on those practical points. It looks at what defines a custom CIM part, how material selection should be approached, where the process matters most, and what kinds of uses are common in actual projects.
What Defines a Custom CIM Part
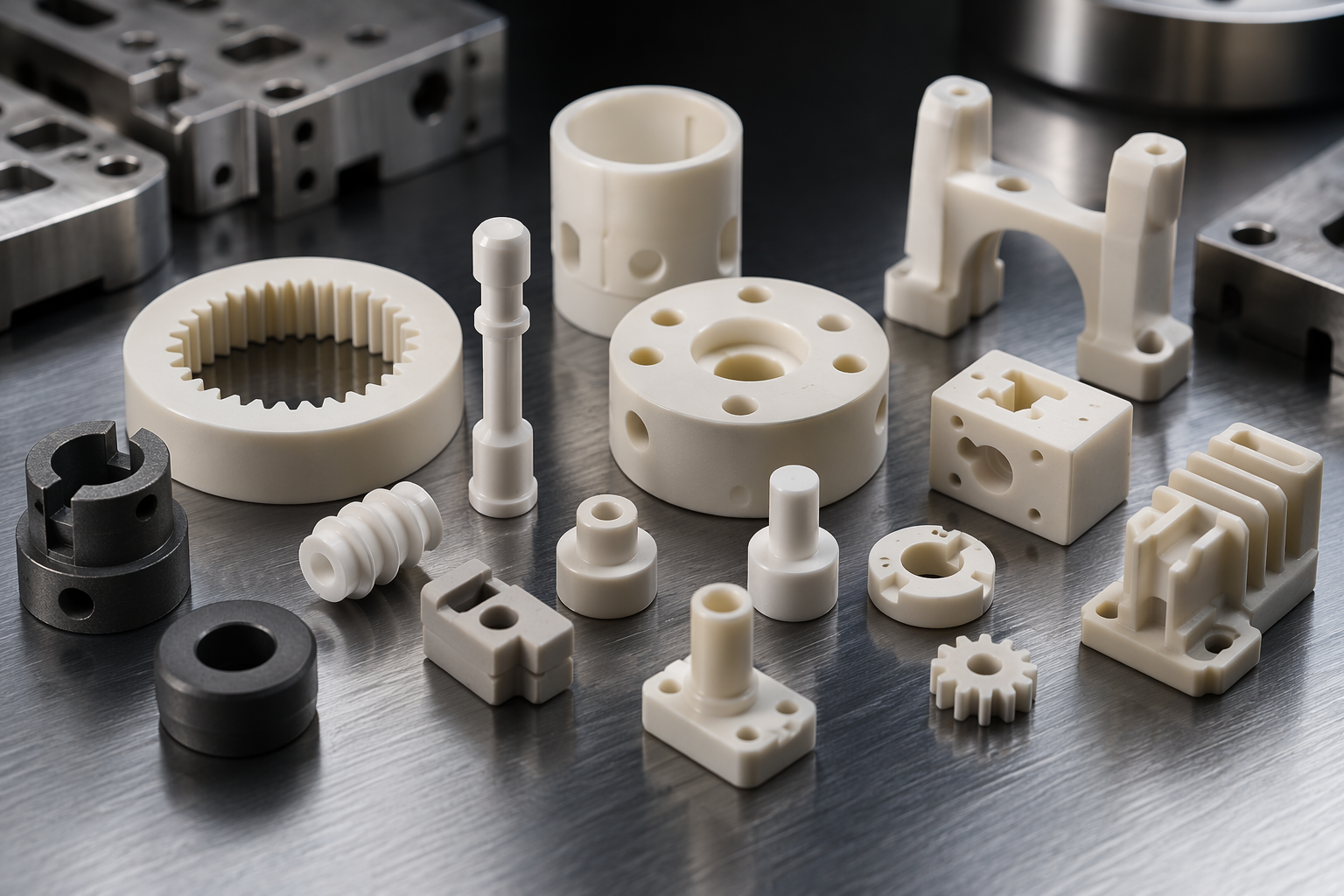
A custom CIM part is usually defined by function, geometry, and performance requirements working together. It is not just a ceramic part with a special shape. In many cases, the custom aspect comes from the combination of detailed features, assembly relationships, and specific operating conditions.
Some parts are designed around compact and complex geometry. Others are driven by wear resistance, insulation, corrosion resistance, or long-term dimensional stability. In many drawings, not every dimension carries the same importance.
One sealing surface, one locating face, or one contact zone may matter much more than the rest of the profile. That is a common feature of custom ceramic parts in real applications.
From a manufacturing perspective, a custom CIM part is usually one where certain areas must be made consistently, not simply one where the overall shape looks complex.
A part may have several molded features, but the actual focus may be limited to a few functional regions. Those regions determine how the part should be reviewed, how the tooling should be planned, and whether secondary finishing will be needed later.
In other words, custom CIM parts are defined less by visual complexity and more by controlled functionality.

Material Selection for Custom Parts
Wear Resistance and Surface Stability
For many custom ceramic parts, material selection begins with wear behavior and long-term surface stability. This is especially true for parts used in repeated contact, sliding motion, guide functions, or environments where surface degradation directly affects performance.
In these cases, the material is not chosen simply because it is ceramic. It is chosen because the working surface must remain stable over time. A part may need to resist abrasion, maintain consistent contact behavior, or avoid surface changes that would affect movement or fit. For custom parts, that requirement is often more important than general material descriptions.
This is why wear-related ceramic parts should be evaluated in terms of how the part will actually be used. A ceramic with strong wear performance may still need geometry adjustments if the contact area is too narrow, the edge is too sharp, or the load is too localized. Material performance and part design must be considered together.
Strength and Fracture Sensitivity
Strength should never be judged by material data alone in a custom ceramic project. A ceramic may show strong properties on paper, but the real outcome depends heavily on the part geometry.
Thin walls, small holes, sharp corners, slot features, and sudden thickness transitions all affect how stress is distributed. In custom parts, these features often matter more than raw strength values. A design that looks acceptable in a general mechanical sense may still create local weakness in a ceramic structure.
This is why fracture sensitivity must be reviewed together with geometry. A material that performs well in a compact, well-supported shape may not behave the same way in a narrow or interruption-heavy design.
For custom CIM parts, it is more useful to ask whether the material suits the actual structure than to ask which ceramic grade has the highest published number.
Thermal, Electrical, or Chemical Requirements
In many custom ceramic projects, the material choice is really driven by the service environment. Some parts are selected for temperature stability. Others are chosen for electrical insulation, chemical resistance, or cleanliness in sensitive applications.
This is common in electronics, industrial equipment, and some medical-related uses. The ceramic must match the actual working condition, not just the drawing.
If the part will see heat, aggressive media, repeated cleaning, or insulation-sensitive operation, those conditions should shape the material decision early.
For custom CIM parts, the best material choice is usually the one that matches the part’s working environment, critical geometry, and finishing requirements at the same time. Looking at material names alone is not enough. The part must be reviewed as a complete application.
Process Flow with Custom Part Focus
Feedstock and Mold Preparation
For custom ceramic parts, the early stage of the process is not just about making a mold. It is about translating the part into a workable molding plan. That means reviewing parting lines, draft conditions, feature release, shrinkage expectations, and the overall logic of how the part will be formed.
This stage matters because many later problems begin here. If the geometry is not reviewed carefully before tooling, the project may face avoidable risk in feature stability, distortion, or inconsistent dimensions after sintering. For custom parts, the front-end definition is often more important than the molding step itself.
A part may be technically moldable, but still not be well prepared for stable production. That difference matters in custom projects.
Molding and Debinding Control
The molding stage must support the full feature set of the part, especially when the design includes small structures, thin sections, or multiple local details.
In custom parts, the concern is not only whether the form can be filled, but whether the feature quality can remain consistent from shot to shot.
Debinding is just as important. At this stage, the molded body is still fragile, and geometry-related weakness can become more visible. Parts with uneven wall distribution, delicate features, or unsupported local sections may become more sensitive during this stage.
That is why custom parts should not be evaluated only by final geometry. They must also be reviewed by how safely they move through molding and debinding before sintering even begins.
Sintering and Dimensional Management
Sintering is one of the most important stages in a custom CIM project because it affects both material densification and final dimensional outcome. In practical terms, this is where many dimensional expectations must be tested against real process behavior.
The key issue is not only shrinkage. It is whether the part shrinks in a predictable and stable way across its geometry. A simple shape may behave well, while a more complex one may show local change, distortion risk, or different responses in different regions.
This is especially important for parts with combined features, wall thickness transitions, or strict functional zones.
For custom ceramic parts, dimensional management after sintering should be treated as a full strategy, not as a single tolerance statement. The supplier needs to know which areas matter most and how those areas will be controlled.
Secondary Operations for Critical Features
Many custom ceramic injection molded parts are not finished parts immediately after sintering. The molded and sintered body often provides the main structure, but critical regions may still require additional work.
This is common for flat contact areas, mating surfaces, sealing regions, or surfaces that need tighter dimensional control. Grinding, lapping, polishing, or limited machining may be used where necessary. In practice, this often creates the most realistic production route: CIM builds the complex base geometry, and secondary finishing completes the key areas.
That approach is often stronger than trying to force every requirement into one fully molded result. For custom projects, the goal should be stable manufacturability, not theoretical process purity.

Design Features Common in Custom CIM Parts
Small and Complex Geometries
Small features are common in custom ceramic injection molded parts. These may include small holes, grooves, steps, recesses, thin walls, or irregular contours. Such features are often one reason the part is being developed as a custom component in the first place.
But small and complex geometry is not only a design matter. It is a manufacturing matter. A feature that looks simple in CAD may behave differently in molding, debinding, or sintering. That is why these geometries should be reviewed not only for shape, but for process stability.
In custom projects, complexity should be judged by reproducibility, not appearance.
Functional Surfaces and Mating Areas
Many custom ceramic parts are defined by a few functional surfaces rather than by the entire outer form. These may be positioning faces, sealing areas, support surfaces, contact zones, or interfaces used in assembly.
Those areas often carry the real technical value of the part. Even if the full profile is molded, the success of the component may depend on one or two controlled surfaces. That is why these regions should be identified early and treated differently from non-critical areas.
When a supplier understands which surfaces are functional, the process plan becomes much clearer.
Parts Combining Shape Complexity with Tight Control Areas
A very common custom part profile is one where the overall geometry is complex, but only selected areas require tight control. This reflects how real products are designed. The entire part does not need the same level of precision. Instead, certain dimensions are critical to fit, movement, sealing, or performance.
This type of part is especially well suited to a combined strategy. The complex structure can be formed through CIM, while the critical zones can be finished or controlled more tightly as needed. In many projects, this is the practical path to repeatable production.
Where Custom CIM Parts Are Commonly Used
Wear and Friction Components
Custom ceramic parts are often used in applications where wear resistance and long-term surface performance matter. These parts may serve as guides, contact elements, friction-related components, or other functional pieces exposed to repeated movement.
The reason for using a custom ceramic part in these cases is usually not general durability alone. It is the need for a part with a specific shape and a stable working surface over time. The molded geometry must still match the mechanical role of the part.
Electrical and Insulating Components
Ceramic injection molded parts are also common in applications requiring insulation and dimensional consistency in compact forms. These parts may appear in electrical systems, precision assemblies, or equipment where isolation and stable geometry are both needed.
In these uses, the value of the custom part is often the ability to combine a defined structure with an appropriate ceramic behavior. The part is not simply insulating. It must also fit the product layout and operate reliably in service.
Precision Components in Medical or Industrial Devices
Some custom ceramic parts are developed for precision device use, including selected medical or industrial equipment. In these cases, the part may be small, function-specific, and sensitive to both dimension and surface condition.
The industry label is less important than the part requirement. What matters is that the component must do a defined job inside a larger system. That may involve stability, cleanliness, wear resistance, insulation, or a combination of these factors. Custom ceramic molding becomes useful when the geometry and the performance demand need to be solved together.
Key Manufacturing Considerations Before Production
Before a custom ceramic injection molded part moves into production, several points need to be clear.
The first is that critical dimensions must be identified early. Not every dimension on a drawing should be treated the same way. The most important question is which dimensions directly affect function, fit, or assembly. Those are the dimensions that need the earliest review. Without that clarity, it is difficult to define the right molding strategy or finishing plan.
The second point is that shrinkage should not be treated as a simple average number. In custom ceramic parts, the real challenge is whether the geometry behaves consistently during sintering. Parts with multiple detailed features, wall thickness changes, or delicate local areas may not respond uniformly. That risk must be understood before production begins.
Surface requirements must also be made clear from the start. Many ceramic parts do not need the same finish everywhere. Usually, only certain regions matter, such as contact surfaces, flat zones, sealing areas, or functional faces. These areas may require grinding, lapping, polishing, or another controlled finishing method. If this is not defined early, the part route can become unclear very quickly.
Another practical point is that not every custom geometry should be expected to meet its final requirement directly from sintering alone.
In many cases, the better production path is to mold the main structure through CIM and finish only the areas that truly need additional control. This is often more realistic and more repeatable than trying to make every feature final in one step.
Finally, tooling, production quantity, and manufacturing route should be reviewed together. Even when the customer has already selected CIM, the part still needs to be evaluated in terms of structure, volume, and dimensional expectation.
The most effective solution is usually the one that fits the real production target, not the one that sounds most complete in theory.
Conclusion
Custom ceramic injection molded parts are developed around actual part requirements, not around generic process descriptions. In most real projects, the important questions are tied to function, geometry, dimensional control, and finishing strategy.
Material choice should be based on how the part will work, not simply on material labels. Process planning should focus on how the geometry behaves through molding, debinding, and sintering. And dimensional expectations should be tied to critical features, not applied equally across the full drawing.
For custom CIM parts, practical success comes from combining the right ceramic behavior with a realistic manufacturing route. That is what turns a custom design into a repeatable and usable part.
Visit our CIM service page to check the product we can produce!
FAQ
Which part features should be reviewed first in a custom CIM project?
The first features to review are usually the functional ones. These include mating surfaces, positioning faces, sealing zones, thin walls, small holes, grooves, and any area that must keep a defined dimension after sintering. In many custom projects, these regions matter more than the rest of the outer shape.
Is material selection mainly about choosing between ceramic grades?
No. Material selection is mainly about matching the ceramic to the real part requirement. The geometry, the working condition, the critical surfaces, and the finishing plan all influence whether a material is suitable. Comparing grades without considering the actual part often leads to the wrong conclusion.
Can tight tolerances be achieved directly by CIM alone?
Some dimensions can be controlled mainly through molding and sintering, but many critical dimensions are better managed through a combined route. Functional surfaces, contact zones, and high-precision areas often need secondary finishing. In real projects, the right answer depends on which dimensions are truly critical.









Share:
What is Sintering
Micro Metal Injection Molding: What Are the Key Differences?